Холодная пайка
Этот способ используют не очень часто. Для него используют агрессивный клей. Как и два предыдущих способа, это также требует подготовки к соединению:
- Вырезать заготовки по нужной длине;
- Обработать их обезжиривающими средствами;
- Нанесение пометок маркером.
Клей накладывают на все детали для соединения. В необходимом размещении их держат 15 секунд. Такую трубомагистраль можно использовать уже через час. До этого времени все скрепляемые части должны находиться неподвижно.
Уровень плотности такого соединения сравнивают со сваркой. Но, его используют только для укладки сети холодного водоснабжения.
Меры предосторожности
Работа при монтаже PPR является опасной и должна проводиться при строгом соблюдении правил безопасности и технологических норм к сварке сортаментов труб, обозначенных заводом изготовителем.
При проведении сварочных работ нужно соблюдать общие правила:
- Защитить трубы от возможного удара или повреждений.
- Не использовать трубы, которые деформируются или трескаются на режущей кромке.
- Не сваривать грязные трубы или фитинги.
- Вырезать детали только специальными ножницами.
- После сварки можно изгибать трубы и фитинги максимум на 5 градусов. В ситуациях, требующих изгиба, использовать горячий воздух 140 C вместо прямого нагрева пламенем.
- Избегать контакта сварочного материала с химикатами.
- Не использовать конические редукторы на соединениях, избегая чрезмерного затягивания.
- После установки выполнить проверку на герметичность.
Виды пластиковых канализационных труб
Сырьё, из которого производятся данные изделия, во многом определяет тип их соединения. Поэтому на этом вопросе следует остановиться несколько подробнее.
По материалу полимерные канализационные трубы подразделяются на несколько видов.
Полипропиленовые (ПП). Отличаются стойкостью к высоким температурам и продолжительным сроком службы (до 100 лет). Совокупность этих характеристик позволяет использовать ПП трубы для создания внутренней канализации. В наружных сетях применять данные изделия не рекомендуется, поскольку полипропилен характеризуется повышенной мягкостью, что может обусловить деформацию трубопровода в процессе эксплуатации.
Полипропиленовые трубы часто используются в системах водоотведения благодаря своим качествам
К достоинствам ПП труб можно отнести:
- высокую диффузионную стойкость;
- устойчивость к воздействию щелочей и кислот;
- высокую термостойкость (температура стоков может достигать 100˚С);
- механические воздействия приводят к деформации ПП труб, но не к их поломке;
- экологическая безопасность.
Не следует забывать и о следующих недостатках таких изделий:
- плохо переносят воздействие ультрафиолетового излучения;
- высокая эластичность. Это свойство требует утолщение стенок, когда пластиковый трубопровод прокладывается в земле.
Поливинилхлоридные (ПВХ). Такие трубы применяются для создания самотёчных канализационных систем, где нечистоты перемещаются за счёт уклона веток трубопровода и собственного веса. Эти изделия прочные и стойкие к ультрафиолету. Но они характеризуются плохой переносимостью воздействия агрессивных сред и температурных перепадов. Процесс горения поливинилхлорида сопровождается выделением ядовитого газа фосгена.
Трубы из ПВХ рекомендуется применять для внутренней канализации, так как они плохо переносят перепады температур
Чтобы корректно подобрать ПВХ трубы с учётом предполагаемых условий эксплуатации, внимательно ознакомьтесь с ниже размещённой таблицей.
Таблица 1 Класс прочности (символы «SN*») ПВХ труб в зависимости от типоразмера
| SN8 | SN4 | SN2 | Номинальный диаметр труб, мм | |||
| Вес одного пог. метра, кг. | Толщина стенки, мм | Вес одного пог. метра, кг | Толщина стенки, мм | Вес одного пог. метра, кг | Толщина стенки, мм | |
| 58,2 | 18,4 | 48,7 | 15,4 | _____ | _____ | 630 |
| 36,3 | 14,6 | 38,9 | 12,3 | 24,7 | 9,8 | 500 |
| 23,2 | 11,7 | 19,5 | 9,8 | 15,8 | 7,8 | 400 |
| 14,3 | 9,7 | 12,0 | 7,7 | 9,75 | 6,2 | 315 |
| 8,98 | 7,3 | 7,69 | 6,2 | 6,08 | 4,9 | 250 |
| 7,44 | 6,9 | 6,02 | 5,5 | _____ | _____ | 225 |
| 5,77 | 5,9 | 4,84 | 4,9 | 3,87 | 3,9 | 200 |
| 3,69 | 4,9 | 3,14 | 4,0 | 2,56 | 3,2 | 160 |
| 1,74 | 3,2 | 1,81 | 3,4 | 1,46 | 2,7 | 110 |
ПНД трубы. Аббревиатурой «ПНД» обозначается полиэтилен низкого давления. Изготавливаемые из него элементы трубопровода канализации обладают следующими преимуществами:
- небольшой вес;
- стойкость к гидравлическим ударам;
- хорошо переносят воздействие низких (до — 70˚С) температур;
- при высоких температурах не удлиняются и не расширяются;
- низкий коэффициент теплопроводности;
- не подверженность воздействию агрессивных сред;
- большой срок эксплуатации.
Минусов у ПНД труб меньше. Основным недостатком является низкая стойкость к воздействию высоких температур. Однако сшитый полиэтилен может выдержать +400˚С.
Из других отрицательных свойств стоит выделить:
- под действием ультрафиолетового излучения привлекательные характеристики утрачиваются;
- невысокая механическая прочность.
Поэтому, применяя такие трубы для внешней канализационной системы, нужно прятать их от солнца.
Пластиковые трубы подходят для внешней канализации, но их нужно укрывать от ультрафиолета
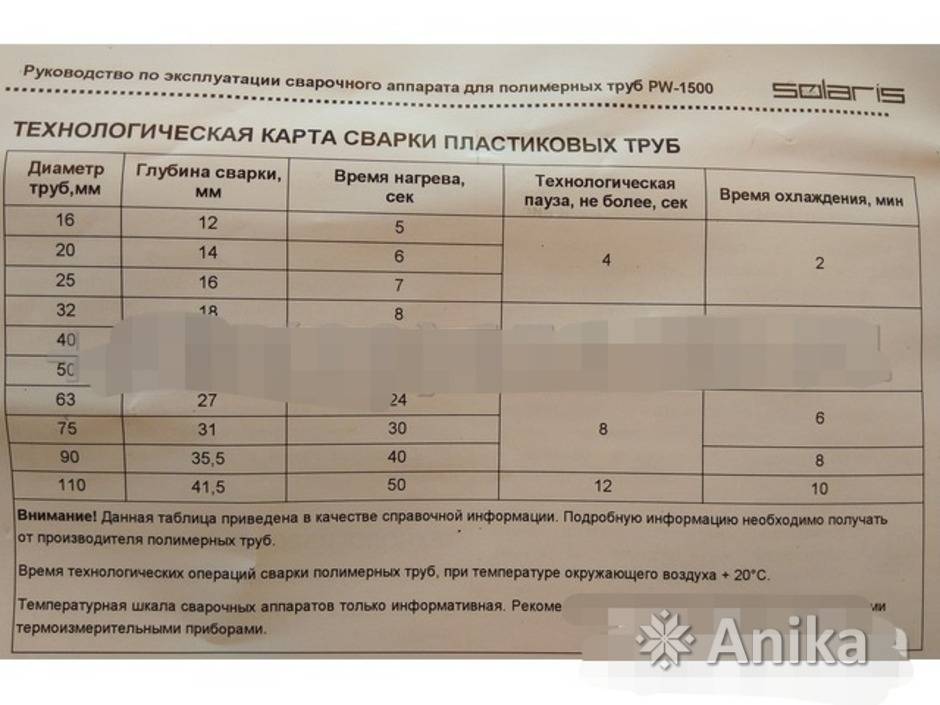
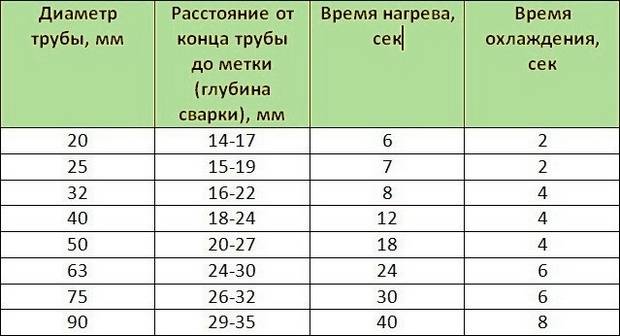
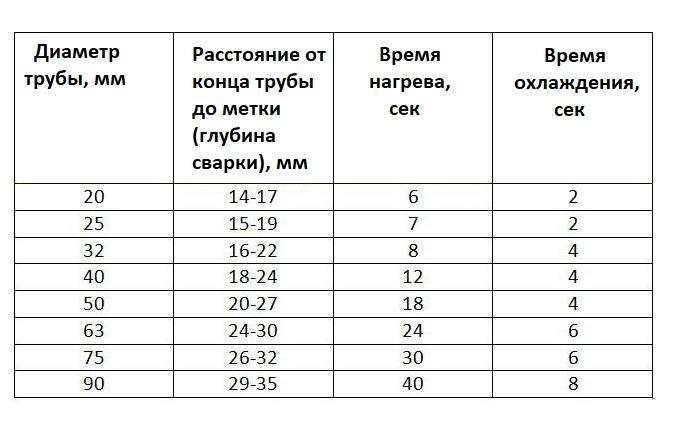
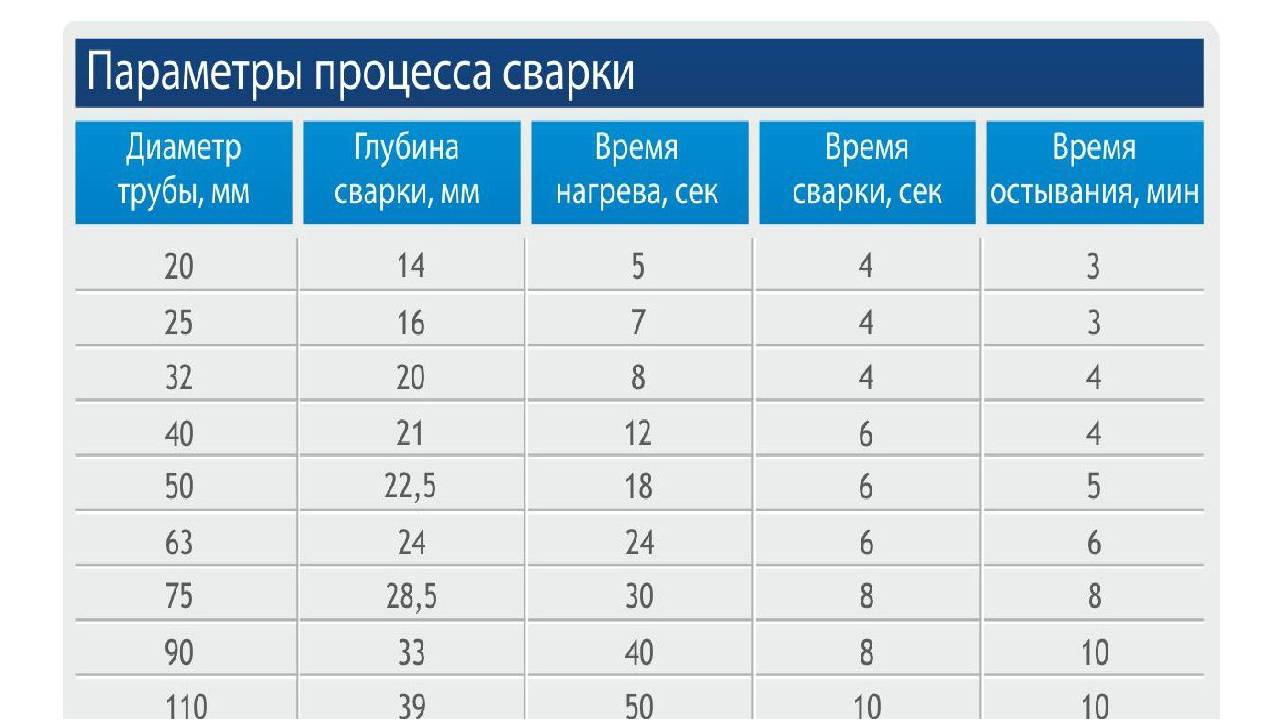
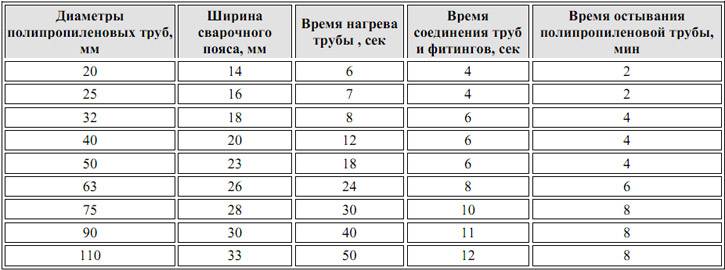
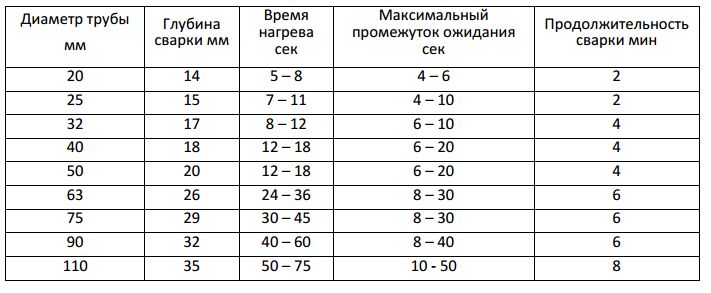
Таблица расчета времени
В этот период нельзя допускать перекосов. Комплектующие надо снять с насадок и зафиксировать не в дырку, а стык в стык. В первые секунды, когда изделия только получилось сварить, ещё можно скорректировать прямолинейность зоны спайки.
Спайка проходит так:
- Надо изучить правила эксплуатации оборудования.
- Прибор включить в электросеть и нагреть до определенного температурного режима.
- Изучить инструкцию, в которой написано, при какой температуре проводить паяние. Эта информация поможет предотвратить брак в работе.
- Обычно температура будет 260ᵒС. Отрезок трубы и фитинг надо вставить в насадки агрегата на строго определенное время нагрева.
- Их следует удерживать неподвижно. Вращать или сдавливать трубы, фитинги нельзя.
- Для полного застывания расплавленного пластика необходимо примерно 15 сек.
Пайку труб намного легче осуществлять вдвоем
Спаивание готово. В дальнейшем ошибки уже не исправить. После завершения работы трубопроводы прикрепляют к стенкам с помощью разного рода крепежей, которые создают неподвижность. Ниже приведена таблица времени спайки в зависимости от диаметра изделий.
| Диаметр | мм до метки | Разогрев | Охлаждение |
| 90 | 29-35 | 40 | 8 |
| 63 | 24-30 | 24 | 6 |
| 25 | 15-19 | 7 | 2 |
| 50 | 20-27 | 18 | 4 |
| 40 | 18-24 | 12 | 4 |
| 32 | 16-22 | 8 | 4 |
| 75 | 26-32 | 30 | 6 |
| 20 | 14-17 | 6 | 2 |
Таблицей пользоваться нужно обязательно, тогда монтаж пройдет безупречно. Если на поверхности насадок присутствуют следы пластика, надо разогреть агрегат, а потом убрать все лишнее тряпкой.
Маркировка изделий из полипропилена
На всех трубах, изготовленных из этого вида пластика, наносится определенная комбинация букв и цифр, которые содержат исчерпывающую характеристику подобных изделий.
Обозначение материала трубы
На первом месте обычно наносится название фирмы производителя, следом за которым указывается тип материала, из которого выполнена продукция.
Различается несколько видов пластика:
- PPH (РРН, РР-тип 1, РР-1). Гомополиер – наиболее простой вид полипропилена, для которого используется сырье с небольшим количеством модифицирующих добавок, повышающих ударную прочность. Изделия этой категории, как правило, имеют большой диаметр. Они находят применение в системах вентиляции, водоотведения, наружного водоснабжения (холодного).
- PPВ (РР-тип 2, РР-2, РРВ). Этими буквами обозначается более сложная разновидность ПП – блоксомер, для которого характерна особая молекулярная структура. Благодаря этому пластик отличается повышенной стойкостью, что позволяет использовать его для создания высокопрочных элементов, монтажа напольных отопительных систем, коммуникаций для подачи холодной воды.
- PPR (PPRС, ППР, РР-3, PPR, PP-random). Разновидность полипропилена – статический сополимер (рандом-сополимер). Кристаллическое расположение молекул в этом материале позволяет выдерживать ему широкие температурные колебания, а также ударные нагрузки. Трубы из сополимера, диаметр которых может варьироваться от 16 до 110 мм, применяются при прокладки водоснабжения, отопительных систем, канализации.
- PPs (полифенилсульфид). Полимер, обладающий огромной стойкостью к высоким температурам и физическим нагрузкам, а также улучшенными показателями прочности, износостойкости. Диаметр труб этого типа может находиться в пределах 20-1200 мм. Изделия используются в различных сферах строительных работ: вентиляции, отопления, горячего/холодного водоснабжения.
Различные изготовители могут применять всевозможные маркировки материала, однако буквы PP всегда свидетельствуют о том, что труба выполнена из полипропилена.
Максимальное рабочее давление
Следом за обозначением материала в обязательном порядке указывается рабочее давление, которое обозначается двумя буквами – PN – и цифрами, обозначающими бары (кг/квадратный сантиметр).
Подобное сочетание цифр и букв отражает, какое номинальное давление могут выдержать трубы, в которых течет вода с температурой 20 °С за 50 лет эксплуатации.
В ассортименте производителей представлена продукция с маркировками PN25, PN20, PN16, PN10. Из них для отопительных систем и обустройства горячего водоснабжения могут применяться лишь два первых варианта.
Следует указать, что максимальное давление, которое могут выдержать трубы ПП, намного выше
Важно также учесть, что при повышении температуры воды стойкость трубы к нагрузкам сильно снижается (при 90 °С показатель давления падает с 20 до 6,5 бара)
Обозначение диаметра трубы
Следующее цифровое обозначение (от 10 до 1200) информирует о наружном диаметре трубы, указанном в миллиметрах.
Изделия разных типов находят применения в разнообразных сферах строительно-монтажных работ:
- 20-миллиметровые трубы используются для выполнения внутриквартирных разводок;
- 25-миллиметровые – для стояков пятиэтажных работ;
- 32-миллиметровые – для стояков строений, насчитывающих 9 и более этажей.
Для вентиляционных систем и водостоков используются элементы диаметром 400 мм и выше.
Диаметр полипропиленовых труб, использующихся для отопления, находится в зависимости от таких факторов, как температура и объем жидкости, которая будет транспортироваться по монтажному элементу. Эта величина тесно связана с толщиной стенок труб, а также с давлением, которое могут выдержать полипропиленовые детали.
Прочие показатели изделий из полипропилена
Помимо этого, в маркировке указываются также следующие данные:
- Конструкция изделия (однослойное, маркированное).
- Дата выпуска. Комбинация позволяет узнать две последние цифры года, а также месяц и декаду, когда были произведены трубы.
- Номер партии, номер смены, серия производственной линии, где была изготовлена продукция.
- Информация о ГОСТе, которому соответствует изделие (для отечественных товаров), а также сведения о сертификации и имеющемся знаке качества.
Некоторые виды полипропиленовых труб могут также содержать на маркировке добавочные сведения.
Температура и механические свойства полипропилена
Как и любой термопласт, полипропилен характеризуется существенно разной температурной зависимостью пластичности. Причём дефекты сварки, которая проводилась в неверном диапазоне температур, исправлению не подлежат. Если недогрев ещё как-то можно компенсировать увеличением продолжительности пайки, то перегретая заготовка получит бугристость, наплывы и прочие подобные дефекты.






Выбор наилучшего температурного интервала определяется размерами поперечного сечения трубы, внешней температурой источника нагрева и окружающей среды, а также интенсивностью последующего охлаждения места спая. В частности, не рекомендуется выполнять пайку при отрицательных температурах.
Независимо от типа полипропилена минимальная температура поверхности зависит от требуемой глубины прогрева материала:
- До 10 мм – 245 С;
- До 16 мм – 250 С;
- До 25 мм – 255 С;
- Свыше 32 мм – 260 С.
Практически глубина прогрева на 5..10 мм меньше внешнего диаметра трубы.
Полипропиленовые (ПП) трубопроводы соединяются с использованием сварки плавлением под давлением. При этом фитинги могут соединяться встык, торцами, либо с использованием промежуточных деталей. Впрочем, второй способ более трудоёмок, увеличивает габаритные размеры арматуры, а потому на практике применяется значительно реже.
На характеристики полипропилена оказывает влияние не только температура, но и скорость её распространения в материале. Так, например, при обычном температурном градиенте в 0,5мин -1
Температура пайки полипропиленовых труб связана с их прочностью, как показано в таблице:
Температура поверхности полимера, градусов | Механические характеристики | |
Предел прочности, МПа | Относительная деформация до разрушения, %, не более | |
25 | 600 | 10 |
60 | 500 | 20 |
90 | 400 | 30 |
125 | 150 | 40 |
При выдержке более высокой скорости нагрева приведенные показатели пропорционально снижаются.
Приведенная таблица пайки полипропиленовых труб изменит свои значения, если скорость омывающего потока будет иной.
Влияние силы и времени
Время прогрева поперечного сечения связано с температурой в зоне стыка двух заготовок. Считается, что для полипропилена справедлива зависимость: до 7 с выдержки на каждый миллиметр внешнего диаметра заготовки. Если он больше 20 мм, то длительность прогрева увеличивают на каждую секунду, если диаметр возрастает на 3…5 мм.
При слишком продолжительном прогреве (необходим для заготовок диаметром свыше 60…75 мм) структура термопластика изменяется в худшую сторону. Поэтому при пайке больших ПП-труб лучше принять паяльник повышенной мощности, либо увеличить внешнюю температуру (как это и делается в случае применения тепловых пушек).
Влияние усилия прижима сказывается не только на цельности шва, но и на внешнем виде торцов свариваемых труб. Поэтому в особо ответственных случаях необходимо производить контролируемый прижим заготовок при помощи динамометрического ключа. Для зажима подойдут инструменты с электронным или стрелочным индикатором. Первые удобнее, поскольку при постоянных условиях пайки исходные настройки можно сохранять.
Поскольку шкала динамометрического ключа приводится в Нм, то полученное значение необходимо разделить на внешний радиус трубы, а затем – на площадь поперечного сечения. Полученный результат сравнивают с пределом прочности материала (он указан в таблице, приведенной ранее).
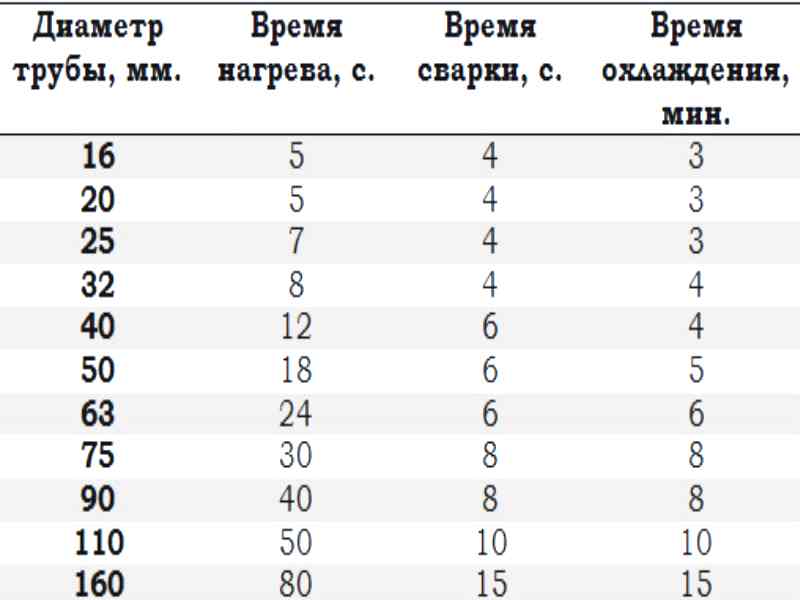
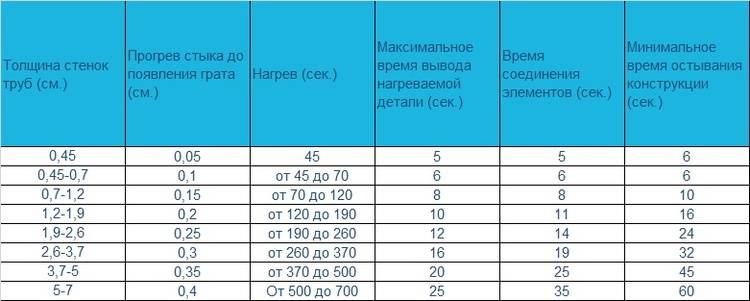
Сводная таблица параметров и времени пайки
При пайке ПП труб температура и время обработки являются самыми важными параметрами, которые необходимо учитывать. Для обычных (неармированных) заготовок актуальны следующие практические данные:
Внешний диаметр , мм | Толщина стенки, мм | Время нагрева, с | Время выдержки, с | Время охлаждения, мин |
До 20 | До 2 | 4…5 | 3…4 | Не менее 2 |
Свыше 20 | 5…6 | Не менее 3 | ||
До 20 | Более 2 | 5…7 | 4…5 | |
Свыше 20 | 7…8 | Не менее 4 |
Как выдержать температурный режим
В обычных условиях качество пайки устанавливают по отсутствию деформации и перекоса материала в зоне сварного шва. Для этого используют универсальный мерительный инструмент – штангенциркуль и угломер. Наиболее действенными способами повысить стабильность пайки ПП-труб являются:





- Сокращение времени пайки (если возможно);
- Применение программируемых тепловых пушек и автоматизированного инструмента;
- Использование датчика температуры;
- Применение принудительного воздушного охлаждения участка спая.
Датчик лучше настраивать на температуру жала паяльника, чем на температуру стыка – она сильно изменяется по толщине стенки трубы.
Список источников
- sovet-ingenera.com
- cotlix.com
- montagtrub.ru
- trubarik.ru
- svarka.guru
- www.syl.ru
- ostwest.su
- kanaliza.ru
Инструменты для соединения
Основной инструмент, используемый для соединения пластиковых труб – утюг для сварки. Это своеобразный паяльник, работающий от сети в 220В. Принцип работы устройства довольно прост. Роль нагревательного элемента утюга выполняет сварочный ТЭН, помещенный в металлический кожух.
Он прогревает до заданной температуры плиту, которая накаляет насадки. За поддерживание оптимальной температуры насадок отвечает терморегулятор. Пайке и типичным ошибкам, допускаемым при состыковке полипропиленовых труб, посвящена следующая статья, с которой мы советуем ознакомиться.
 Утюг представляет собой компактный и легкий сварочный прибор, оборудованный посадочными местами под размещение гильзы для труб и дорна для фасонных изделий
Утюг представляет собой компактный и легкий сварочный прибор, оборудованный посадочными местами под размещение гильзы для труб и дорна для фасонных изделий
В комплекте к утюгу идут нагревающие насадки стандартных размеров. Накаляясь до определенной температуры, они размягчают пропилен до вязкости, которая обеспечит герметичное соединение элементов.
Насадки подбирают в зависимости от диаметра используемых труб:
- 20-й размер – для труб диаметром в полдюйма;
- 25-й – для изделий диаметром 0,75 дюйма;
- 40-й – для элементов сечением 1,25 дюйма.
Поскольку стоимость такого сварочного аппарат довольно высока, а использовать его приходится не так уже часто, нет смысла приобретать оборудование. Инструмент лучше взять на день-два в аренду.
Для высококачественной нарезки и подготовки свариваемых участков лучше всего использовать специальный предназначенный для этого инструмент – труборез. С его помощью можно получить ровный, гладкий и красивый срез.
 Роль режущего элемента трубореза выполняет лезвие из нержавеющей стали; для удобства использования инструмент оснащен прорезиненной рукояткой
Роль режущего элемента трубореза выполняет лезвие из нержавеющей стали; для удобства использования инструмент оснащен прорезиненной рукояткой
За неимением трубореза работу можно выполнить болгаркой или ножовкой по металлу. Единственное – на месте среза после таких инструментов остается бахрома. Но ее не составит труда удалить, зачистив полосой наждачной бумаги.
Помимо основных инструментов для проведения работ потребуются также:
- угольник;
- строительная рулетка;
- простой карандаш или маркер.
Планируя соединять трубы методом «холодной» сварки, необходимо заранее приобрести термоактивный клей, изготовленный на основе полиэфирной или эпоксидной смолы, либо же его термопластичный аналог, произведенный на основе каучука.
Пайка отопления полипропиленовыми трубами: основные правила
Соединение труб
Формат и качество современных материалов и оборудования позволяет осуществлять монтаж надежного водопровода своими руками. Подготовка к работам и сам технологический процесс должны соблюдаться также, как это делают профессионалы. Не забудьте правильно подключить холодный и горячий стояки. Технология включает следование следующим правилам монтажа:
Вне зависимости от типа используемого аппарата оборудование следует держать в рабочем режиме на весь период пайки. Необходимо учитывать, что между каждым соединением в бытовых условиях необходимо будет делать новые замеры, уточнять схему разводку и размеры отдельных элементов. Обычно на это уходит не более 5 минут;
Бытовой водопровод монтируется на место эксплуатации готовыми участками. Сам процесс пайки происходит в удобном месте, в нестесненных условиях. Насадки, подобранные под диаметр труб, следует одевать заранее, чтобы избежать получения ожогов. В аппарат следует вставлять и нагревать оба конца стыкуемых элементов одновременно;
Перед тем как будет осуществлен разогрев внутренней и внешней поверхностей полипропиленовых труб, следует определить глубину шва. Чтобы нанести риску моно воспользоваться свободной насадкой. Методика разметки применяется не только при соединении в попутном направлении, Полипропиленовые трубы обладают достаточной гибкостью, что обеспечивает создание достаточно адаптивных схем разводки. Поэтому риски наносятся обязательно при формировании стыков под углом.
Сваривание полипропиленовых труб происходит однократно. Если качество соединения неудовлетворительное, переделать шов будет невозможно. В этом случае часто обрезают неудачный участок стыковки, что создает перерасход материала
Поэтому крайне важно не торопиться, что не переделывать работу и не бегать в магазин за недешевыми трубами.
Самое главное и простое правило стыковки полипропиленовых элементов – надежное удержание трубок и фитингов до момента затвердевания после разогрева. Ввиду малых сроков остывания многие предпочитают пользоваться руками, что опять же повышает риски получения некачественного шва. Самый надежный способ удержания стыкуемых ППР частей заключается в использовании струбцины. В сочетании с соблюдением остальных правил такой подход обеспечит лучшее качество шва и герметичность всего водопровода в целом.
Армированная полипропиленовая труба – как паять?
Армированные трубы обладают улучшенными свойствами и наиболее часто применяются для отопления. Бывают:
- Стекловолоконные.
- Алюминиевые.
Монтаж первых ничем не отличатся от обычных труб (см. инструкцию выше), посему эти трубы можно назвать лучшим вариантом.
Однако алюминиевое армирование имеет свои особенности. Слой алюминия ни в коем случае не должен контактировать с жидкостью, иначе он разрушается, а смысл приобретения более дорогих труб, теряется. Небольшие перекосы внутри, на месте стыка можно не увидеть глазом, но именно они могут стать слабым местом системы и пропустить воду к металлу.

Чтобы этого не случилось, армированный слой зачищается (делать это обязательно нужно как у труб с поверхностным слоем фольги, так и с серединным слоем алюминия).
Для снятия слоя понадобится небольшое приспособление – шейвер (обычно не входит в комплект паяльника).
Конец, который нужно зачистить, вставляется в шейвер, и прокручивается точно так же, как очиняется карандаш.
Затем деталь помещается в паяльник и всё делается как в случае неармированной ПП.
Если делаете всё сами, не пренебрегайте зачисткой алюминиевого слоя! Но если монтаж выполняют наёмные рабочие, проследить, соблюдалась ли ими инструкция сложно (ведь без зачистки трубы всё равно спаяются). Чтобы не переживать о «человеческом факторе», лучше приобрести стекловолоконные армированные трубы!
Вот в принципе и всё, что нужно знать о пайке полипропилена. Главное не торопиться, не забывать очищать насадки и избегать перекосов. Производители говорят, что такие швы прослужат четверть века.
ПП-трубы хороши тем, что им не страшна коррозия, а также внутри них не оседают отложения. Кроме того, привлекает стоимость изделий. Полипропиленовые трубы для отопления: как выбрать? Сравнение и выбор оптимального варианта.
Какой материал труб для вентиляции в частном доме предпочтительнее, вы узнаете в этой статье. Металлические, пластиковые, а также канализационные трубы в качестве вентиляционных.
Как сваривать полипропиленовые трубы вручную
Сварочные гильзы устройства подбираются с учетом диаметра деталей. Затем их вставляют в сварочное зеркало и хорошо закрепляют.
Контактные поверхности очищаются от пыли и грязи. Для чистки лучше пользоваться очищающей жидкостью, которую рекомендует изготовитель данного изделия. В такой работе может помочь:
- Хлорэтилен.
- Трихлорэтан.
- Этиловый или Изопропиловый спирт.
Устанавливается определенная температура устройства. Обычно терморезистор должен нагреваться в пределах 250 – 270 градусов. Такое оптимальное значение температуры позволяет достичь правильного соединения.
Когда на термостате наберется нужный тепловой уровень, проверяется температура нагрева сварочного зеркала. Для этого используют специальный термозонд.
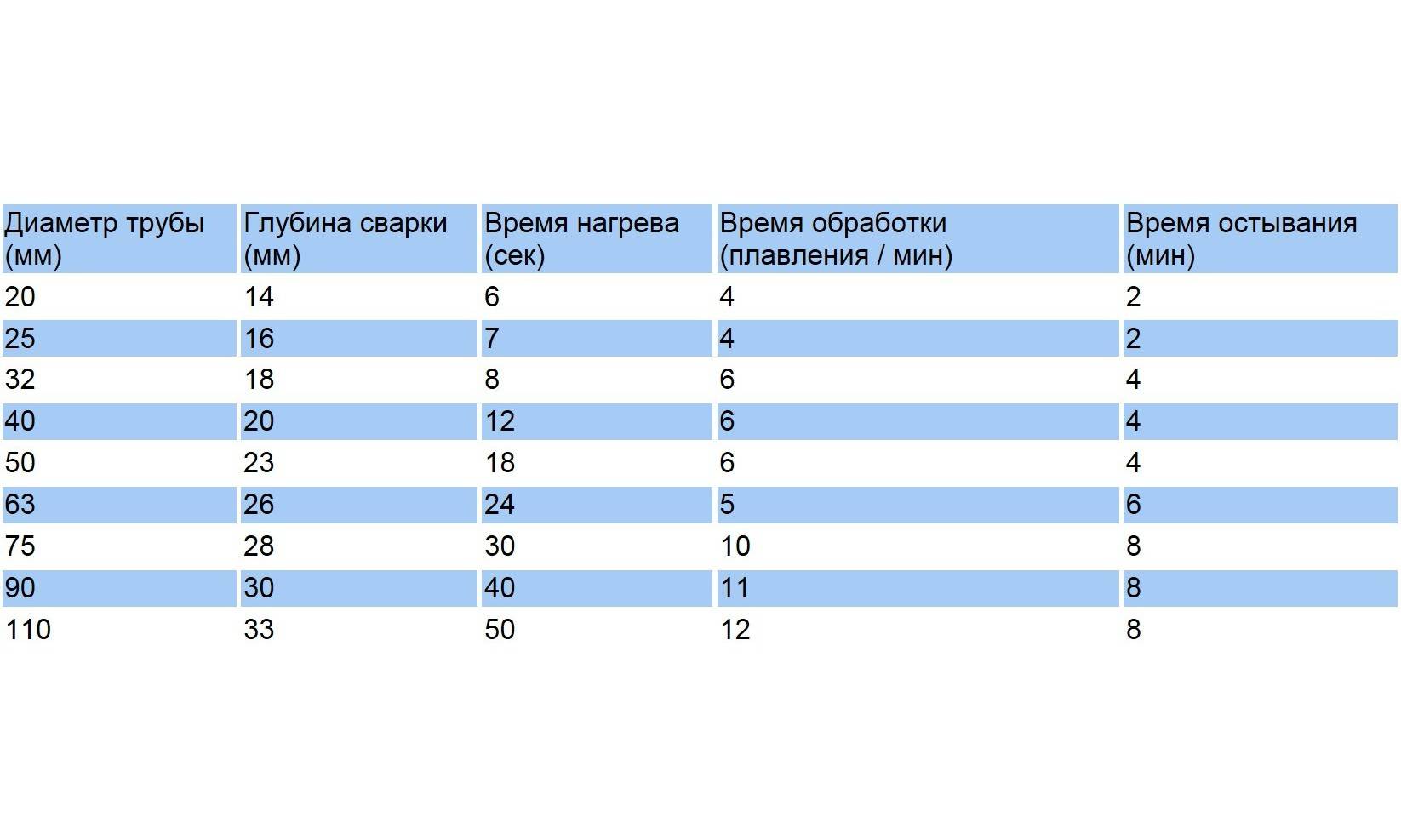
Отрезается труба, выдерживая 90 градусов, относительно оси. При необходимости нужно зачистить поверхность и снять фаску. Параметры зачистки, размер глубины фаски берутся из таблицы номер один. Фаску можно снять при зачистке детали или после нее, особым калиброванным инструментом.
Фитинги из полипропилена для раструбной сварки. Глубина зачистки и ширина фаски.
На поверхности трубы отмечается глубина вставки «L1» Берется из таблицы 2. Зачистка должна обязательно соответствовать величине глубины вставки.
Глубина вставки L1(мм): максимальная глубина вставки нагретой трубы в стакан фитинга.
На наружную поверхность трубы и свариваемого фитинга наносится продольная метка. Она дает возможность избежать смещения деталей во время соединения.
Поверхность трубы, а также прикладываемого фитинга, должны быть хорошо очищены от масла или грязи. После достижения нужного нагрева сварочного зеркала, труба, совместно с фитингом устанавливается в специальные гильзы. Фитинги должны быть вставлены до упора, свариваемая труба на полную глубину зачистки. Необходимо немного подождать пока детали нагреются.
Затем они быстро извлекаются и вставляются друг в друга. Глубина вставки фитинга должна равняться длине L1, в соответствии с продольными насечками.
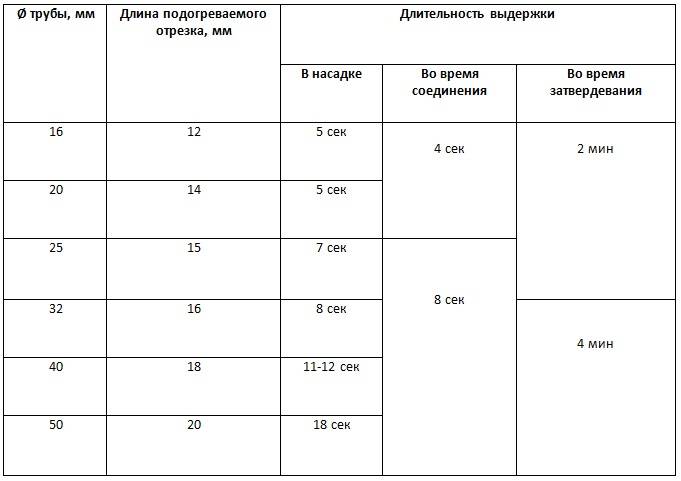
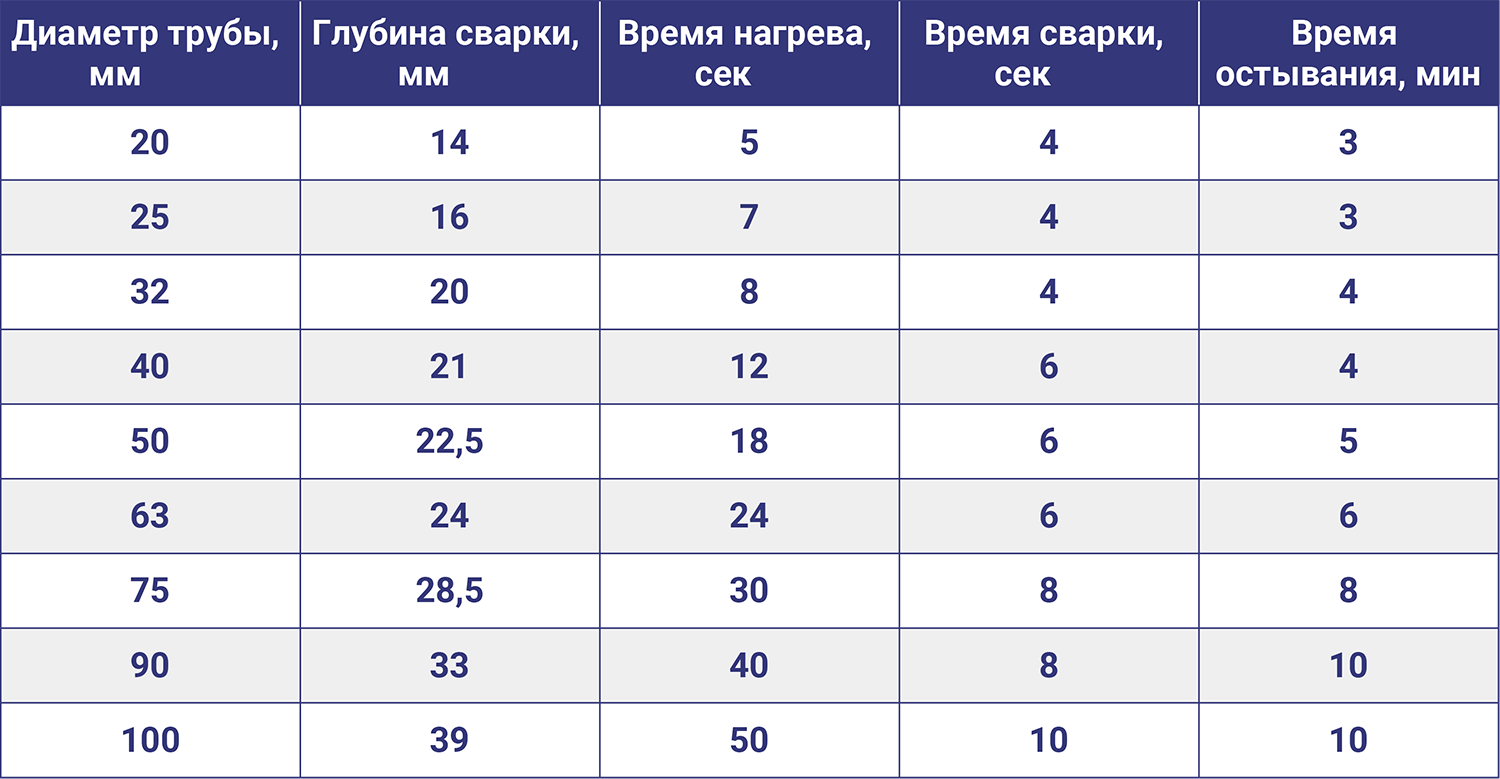
Соединенные детали нужно подержать в зафиксированном положении, определенное время, согласно таблице №3. Затем нужно дать время остыть естественным путем. Нельзя охлаждать их с помощью вентилятора или опускать в холодную воду.
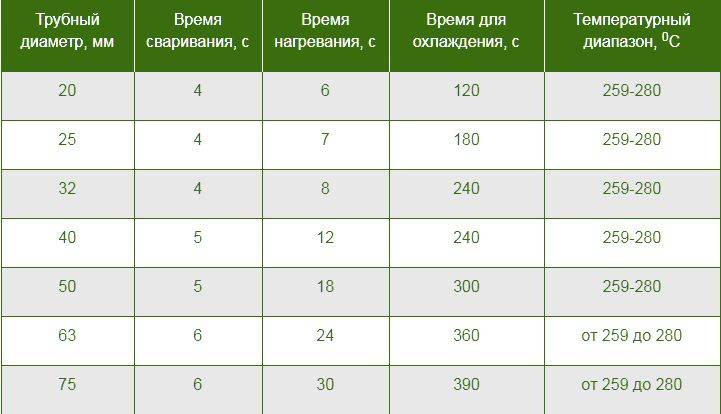
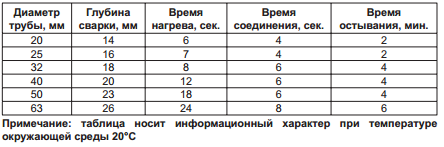
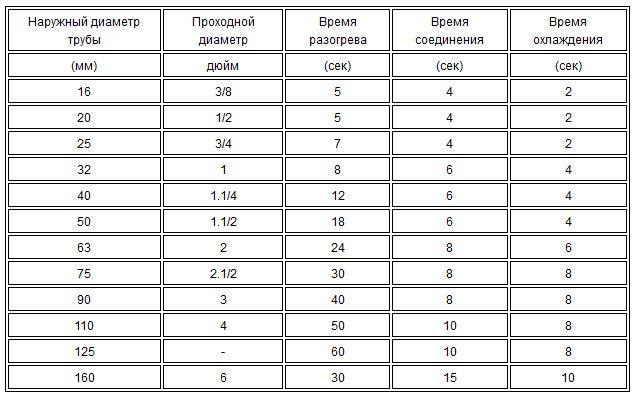
Время нагрева, сварки и охлаждения
Когда поверхность элементов достаточно охладилась необходимо провести их гидравлическое испытание.
Диапазоны температур при контактной сварке.
Изменении давления и температуры в процессе стыковой сварки приводятся на рисунке ниже:
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.





Излишний перегрев фитинга и трубного техизделия при сваривании становится причиной деформации деталей. Нарушается их геометрия, а во внутреннем сечении происходит наплыв валика.»
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета
Это сильно отразится на пропускной способности будущего участка трубопровода.
Читать также: Какие виды рнк существуют

Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
Существует таблица температур пайки полипропиленовых труб.
В данной статье будет рассказано о том, как варить полипропиленовые трубы, какой инструмент для этого используется и как выполняется непосредственно процесс сварки.
Соединение полипропиленовых труб выполняют при помощи диффузионной сварки, основанной на плавлении путем нагревания до нужной температуры соединяемых деталей. Для нагревания деталей используется электричество: сначала производят нагревание деталей до температуры их плавления, после чего плотно прижимают их друг к другу, такой процесс называют сваркой плавлением.
Сам процесс сварки включает в себя следующие этапы:
- Нагревают до 260° сварочный аппарат;
- До той же температуры нагревают трубу и фитинг;
- Прижимают трубу и фитинг друг к другу в направлении оси;
- Через пару секунд соединение можно считать выполненным, результатом чего является имеющий единую структуру однородный материал.
При этом после выполнения сварки невозможно найти место шва, поскольку в процессе сваривания произошло расплавление деталей и объединение их структур, то есть получилась однородная единая деталь, что позволяет cварке полипропиленовых труб плавлением гарантировать прочное и высококачественное соединение деталей.
Как выбрать качественную полипропиленовую трубу
Для того, чтобы выбрать качественные полипропиленовые трубы стоит знать и учитывать следующие моменты:
- Краситель, используемый при изготовлении полипропиленовых труб тоже имеет достаточно большую плотность (1,15 — 2,7). Его содержание в трубе обычно от 0,05% до 2%. Содержание в фитинге от 0,05 до 3%. Некоторые изготовители используют очень концентрированный краситель для уменьшения его процентного содержания в трубе. Оставшийся объём замещается мелом или тальком. В результате таких действий качество полипропиленовых изделий падает. К сожалению определить это достаточно проблематично.
- При выборе полипропиленовой трубы стоит руководствоваться ГОСТ-ом 32415-2013. Для покупки наиболее качественного изделия стоит промерить её штангенциркулем. В том случае, если полученные результаты не укладываются в ГОСТ, изделие лучше не брать. Помимо этого не стоит брать овальные или просаженные трубы.
Помимо вышеперечисленных нюансов существуют моменты связанные с производителем, либо с содержанием дополнительных веществ:
Качество импортных полипропиленовых изделий выше отечественных, но в то же время выше в цене примерно на 20%. Эталоном качества считаются полипропиленовые трубы Borealis
В случае выбора труб до 60 мм стоит обратить внимание на изделия Сибур и Лукойл.
При выборе полипропиленовых труб, содержащих стекло, стоит знать, что его оптимальное содержание в полипропилене от 17 до 22%. В том случае, если рамки этого показателя не будут соблюдены, может возникнуть либо линейное расширение трубы, либо возрастёт её хрупкость
Для определения содержания стекла необходимо его плотность (2,5 — 2,6) умножить на объём трубы. Затем перемножить плотность полипропилена (0,9) на тот же объём. Разница покажет содержание стекла.
При выборе полипропиленовых труб с алюминием (фольгой) стоит проверить следующие момент. Попробовать просунуть канцелярский нож между слоем полипропилена и алюминия. В том случае если нож зайдёт хотя бы на 1 мм, трубу брать не стоит. Качественная труба изготовлена с применением перфорированной фольги, для улучшения сцепления слоёв.
Для того, чтобы выбрать качественное изделие без применения вторичного сырья, стоит узнать цену полипропилена на бирже, добавив накладные расходы и прибыль. По итогу, качественный продукт будет стоить больше 140 — 160 руб/кг.
Сварочные аппараты для полипропиленовых труб
Начнем с подготовки монтажного инструмента. Поскольку все соединения труб и фитингов из ППР производятся способом пайки, то понадобится специальный паяльник для этой цели.
Применяемый для работы сварочный аппарат для полипропиленовых труб предлагается на рынке двух видов:
- с нагревателем круглого сечения;
- плоским греющим элементом.
Последний в простонародье прозвали «утюг» из-за некоторого внешнего сходства с этим бытовым прибором. Разные сварочные аппараты не имеют принципиальных отличий, только конструктивные. Насадки для труб из тефлона в первом случае надеваются и крепятся к нагревателю наподобие хомутов, а во втором – прикручиваются к нему с двух сторон. В остальном особой разницы нет, а функция прибора одна — пайка полипропилена.
Паяльные аппараты, как правило, продаются в комплекте с насадками. Самый дешевый и минимальный комплект китайского производства – это паяльник мощностью до 800 Вт, подставка для него и насадки для 3 типоразмеров самых распространенных труб – 20, 25 и 32 мм. Если в вашей схеме отопления присутствуют только такие диаметры и вы не планируете паять полипропиленовые трубы где-нибудь еще, кроме своего дома, или заниматься этим профессионально, то бюджетного набора будет вполне достаточно.
Если же в соответствии с расчетом и схемой понадобится состыковывать трубы размеров 40, 50 и 63 мм, то придется потратиться и приобрести другой набор для пайки, в котором есть соответствующие детали. Ну и самые дорогие комплекты производятся в европейских странах, отличаются надежностью в работе и долговечностью. Подобные наборы включают в себя такие инструменты:
- паяльник с подставкой;
- тефлоновые насадки для паяльника всех вышеперечисленных диаметров;
- ножницы для отрезки труб под четким углом 90º;
- шестигранный ключ;
- крестообразная отвертка;
- рулетка;
- перчатки.
Рабочая часть паяльника (нагреватель) любой конструкции рассчитана таким образом, чтобы на ней можно было установить 2—3 насадки для труб малого диаметра. Это позволяет экономить много времени, работая с магистралями размером от 20 до 40 мм.
Немного о мощности аппарата для пайки. Высокая мощность необходима для быстрого и равномерного прогрева деталей больших диаметров, каковыми считаются размеры 63 мм и более. Для домашних целей достаточно иметь утюг мощностью 0.7—1 кВт. Паяльники с нагревателями выше 1 кВт считаются профессиональными, соответственно, стоят дороже обычных.





