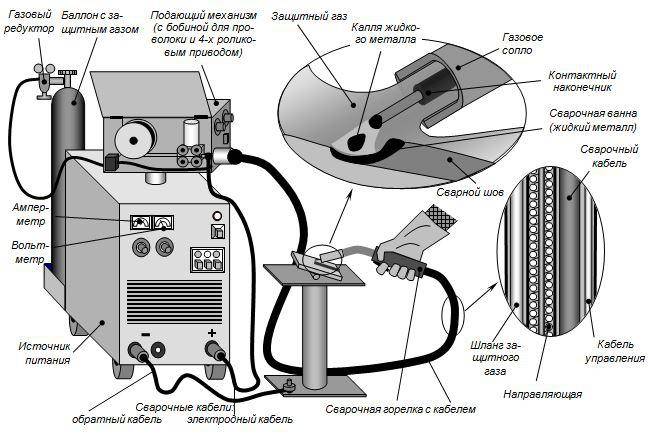
Что еще входит в комплект?
Рассмотрим компоненты готовых комплектов заземления, представленных на рынке РФ. Про стержни много было сказано выше, поэтому поговорим об остальных комплектующих:
Для лучшего погружения в землю на конец первого стержня устанавливают стартовый наконечник. В российских комплектах он выполнен из черной стали (St), в немецких из тугоплавкого чугуна (TG/FT) или оцинкованной стали (St/FT).
У отечественных комплектов для соединения стержней на их соседние концы накручиваются муфты (выполняются из нержавеющей стали или латуни). Немецкие исключают использование этого элемента, поскольку соединяются в стык по принципу «папа – мама» (см. выше), за счет чего у них в месте соединения нет утолщения диаметра конструкции и как следствие получается более надежное соединение с хорошим электрическим контактом между соседними заземлителями.
Для передачи ударного усилия при монтаже у наших стержней в муфту с противоположной стороны вкручивается удароприемная головка (болт), а у немецких она просто надевается на конец стержня с накатной цапфой. Визуально это два разных элемента, у отечественных ударный болт выполнен из черной стали (St), а у импортных ударный наконечник из ковкого чугуна (TG/FT).
Для улучшения качества соединения элементов и лучшей проводимости тока комплекты поставляются с токопроводящей смазкой, консистенция которой варьируется от жидкого до пастообразного состояния. Она наносится в местах стыковки компонентов конструкции.
На последний (верхний) электрод одевается диагональный или крестовой зажим (соединитель), к нему же подключается заземляющий проводник (круглый пруток или полоса). Выполняется он из нержавеющей или оцинкованной стали, последнюю для лучшей коррозионной стойкости лучше использовать с ПВХ-покрытием.
Место соединения стержня и заземляющего проводника через зажим бинтуют антикоррозионной лентой.
Опционально модульно-штыревые комплекты поставляются с насадкой для перфоратора и заземляющим проводником, иногда еще и шиной заземления.
Зануление, заземление, заземлитель – в чем разница
Цель данной статьи – дать развернутое описание заземления и всего, что с ним связано. В первую очередь необходимо обозначить разницу между этими понятиями. Не стоит путать заземление, заземлитель и заземляющее устройство при наладке сварочного оборудования. Так, заземление – это запланированный контакт оборудования или некоторых его частей с заземляющим устройством.
Иными словами, заземление – это процесс, а заземляющее устройство и заземлитель – нет. Заземляющее устройство представляет собой ансамбль заземлителя и заземляющих проводников. Заземлителем же может быть один либо несколько элементов, проводящих ток. Чаще всего эту роль играет кабель. Его главная задача – соединить сварочный аппарат с землей и передавать на нее вышедшую из-под контроля электроэнергию.
То, как заземляется сварочное оборудование, определяется целью и функциями заземляющего устройства. Так, последние условно подразделяются на три типа: защитные, грозозащитные и рабочие. Их задача обозначена в самом названии: защитные устройства оберегают людей и животных от удара током при соприкосновении со сварочной установкой. Они пригодятся в случае, если кабель фазы соприкоснется с металлической частью установки, не предназначенной для передачи тока, тем самым передав на нее напряжение.
Грозозащитные устройства направляют электричество от удара молнии в землю, заземляя при этом стержневые или тросовые разрядники и молниеотводы.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Рабочие устройства, отвечающие за заземление оборудования, обеспечивают его бесперебойный режим работы в штатных и в аварийных условиях. Иными словами, защита такого типа нацелена не на безопасность мастера, а на обеспечение исправного функционирования агрегата.
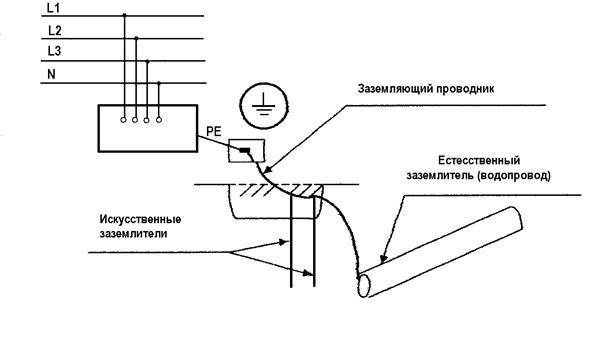
Существуют также устройства, которые одновременно выполняют и защитные, и рабочие функции. По своей природе заземлители разделяются на естественные и искусственные. Разница не в том, что одни рукотворные, а другие – нет. Дело в том, что естественные изначально задумывались не как заземлители. Это может быть арматура в металлическом каркасе бетонного строения или водопровод
Важно знать, что нельзя использовать в качестве заземлителя трубы, имеющие изоляционное покрытие. А вот искусственные – это заземлители, которые были специально созданы для этих целей
Зануление – это факт создания связи между металлическим каркасом электрического прибора и нейтральности генератора или трансформатора. Как правило, для этого используется отдельный кабель, который так и называется – нулевой. Функция зануления заключается в создании возможности автоматического отключения питания от прибора, если произойдет короткое замыкание. Так, при возникновении проблемы аварийный участок будет моментально обесточен предохранителем или автоматом.
Как заземляется сварочное оборудование
Любые устройства, питающиеся от электросети, согласно требованиям ПУЭ должны заземляться, что гарантирует надёжную защиту работающего на них персонала от случайного поражения электрическим током.
Заземление сварочного аппарата, относящегося к категории таких электрических приборов, также считается обязательным. В инструкции к любому инвертору или трансформаторному сварочному оборудованию указано, что включать его без заземления запрещено.
Особенность работ по заземлению
С учётом специфики сварочного оборудования разработаны конкретные схемы и правила заземления корпусов источников тока и трансформаторов. Они позволяют организовать цепи отвода опасных потенциалов от токопроводящих частей.
Специфика заземления сварочного оборудования проявляется в следующих требованиях:
- последовательное заземление нескольких сварных агрегатов или постов недопустимо (каждая единица оборудования должна иметь своё собственное заземляющее устройство – ЗУ);
- к устройству заземления должны подключаться все токоведущие части сварочного оборудования, включая вторичные выводы трансформаторного преобразователя;
- временное крепление специального заземляющего проводника должно производиться с высокой степенью защиты от ослабления (на болтовой контакт, оснащённый специальной шпилькой);
- место подключения заземляющей шины должно помечаться специальным символом, с понятным для оператора обозначением.
Помимо этого, при включении оборудования для сварки в питающую сеть 220/380 Вольт с глухозаземленной «нейтралью», такая защита должна быть организована и во входных цепях трансформатора. В домашних условиях функцию защиты от пробоя электротока на корпус сварочного оборудования выполняет УЗО.
Контроль состояния заземления
Согласно требованиям ПУЭ для эффективной защищённости от случайного электрического удара суммарное сопротивление заземляющего устройства не должно быть более 5 Ом.





Для достижения этого показателя при обустройстве заземления сварочного оборудования следует обеспечить требуемую электропроводность системы, увеличивая площадь контакта элементов с грунтом.
В реальных условиях достичь показателя в 5 Ом удаётся с большим трудом. Для обеспечения нормируемой величины переходного сопротивления используются искусственные приёмы его снижения (введением в прилежащий грунт специальных химикатов).
Независимо от способа обустройства заземляющей конструкции, все её открытые части (и в особенности – стыки) должны быть обработаны защитным составом. В качестве такого покрытия обычно используется разогретая до жидкого состояния смола.
В процессе таких проверок осуществляется визуальный осмотр открытых мест соединения частей ЗУ или делается контрольная выемка грунта на глубину, определяемую требованиями ПУЭ. В последнем случае проверяют состояние скрытых в земле шин и сварных соединений.
Требования ПУЭ к главной шине заземления
Правила устройства электроустановок в пункте 1.7.119 определяют основные требования по установке главной заземляющей шины, для сетей до 1 кВт. Она в большинстве случаев размещается в шкафах распределительных устройств, при большом количестве заземляющих проводников используется отдельный шкаф.
Для схем заземления типа TN-С в распределительных устройствах разрешается использовать шину РЕ как ГШЗ, сечение которой не должно быть меньше проводов заземления которые к ней подсоединяются. Для главной шины заземления применяют медь, в крайнем случае, устанавливают сталь, грубейшей ошибкой является использование алюминиевых полос. Это категорически запрещается по причине разности сопротивления на контактах из различных металлов. Такие контакты греются, проводимость снижается, при больших токовых нагрузках болтовые соединения могут полностью выгореть.
Соединения осуществляются разборные с помощью специальных инструментов, чаще всего это болтовые крепления с шайбами и гайками. Концы проводов опрессовываются медными наконечниками с отверстиями под болты и завинчиваются на шину. На стене возле шины или выделенном для нее отдельном шкафу наносится символический знак.
Пункт 1.7.120 определяет, что для помещений имеющих два и более отдельных ввода, каждый шкаф РУ оборудуется отдельной шиной заземления. На трансформаторных подстанциях устанавливается собственная шина с заземляющим контуром, РЕN проводник от которых уходит на ГШЗ ВРУ (вводное распределительное устройство) помещений с электроустановками. Заземляющие шины на разных РУ для выравнивания потенциалов должны соединятся проводом. Сечение проводника не должно быть меньше ½ большего провода, который приходит на одну из ГШЗ в ВРУ с трансформаторной подстанции.
Для соединения нескольких шин от разных ВРУ допускается использование металлоконструкций различного назначения если они неразборные имеют непрерывный электрический контакт. При этом надо учитывать требования пункта 1.7.123, который запрещает применять в качестве РЕN проводника:
- трубы газораспределительных систем;
- трубопроводы с горючими материалами;
- конструкции систем отопления, водоснабжения и канализации;
- свинцовые и металлические оболочки бронированных кабелей;
- трос несущий кабель для электрической проводки.
Обратите внимание на часто допускаемую ошибку, заземлять эти конструкции на главную шину заземления можно и даже нужно, пункт 1.7.20. Но делать прямые соединения шин, на разных шкафах используя перечисленные конструкции, пункт 1.7.123 запрещает
С первого взгляда заземление троса и трубопровода на ГШЗ ВРУ обеспечит их прямое соединение, но при ремонте или демонтаже этих систем цепь будет разорвана.
Поэтому используются только неразборные токопроводящие конструкции, надежнее всего провести многожильный медный провод с желто-зеленой изоляцией, соответствующей обозначению заземляющего РЕN проводника. В этом случае соединение обеспечивающее распределение потенциала растекания, будет автономное не зависящее от других систем.
Как заземляется сварочное оборудование
Любые устройства, питающиеся от электросети, согласно требованиям ПУЭ должны заземляться, что гарантирует надёжную защиту работающего на них персонала от случайного поражения электрическим током.
Заземление сварочного аппарата, относящегося к категории таких электрических приборов, также считается обязательным. В инструкции к любому инвертору или трансформаторному сварочному оборудованию указано, что включать его без заземления запрещено.
Правила заземления сварочных аппаратов
Согласно правилам безопасности, любое электрическое оборудование должно быть заземлено – заземление сварочного аппарата не является исключением. В данном материале описаны основные правила заземления различного сварочного оборудования.
Зачем заземлять
Стационарное сварочное оборудование, вне зависимости от схемы подключения к электрической сети, в большинстве случаев имеет отдельный заземляющий контур. Обычно, один конец заземляющего кабеля, крепится к металлическому корпусу сварочного аппарата, а другой – к вкопанному в землю металлическому стержню.
Благодаря такому соединению корпуса сварки с поверхностью земли, возникает равенство потенциалов между ними.
Поскольку электросварочное оборудование работает с большими по величине токами, заземление может спасти жизнь.
Основные требования
Заземление делают медным кабелем сечением минимум 6 мм или металлической арматурой сечением минимум 12 мм.
Крепят медный кабель к корпусу через специальный болт на установке, помеченный надписью «Земля» (возможно и другое обозначение).
Кроме основного электросварочного оборудования, в аппаратах для дуговой сварки необходимо заземлять и тот зажим вторичной обмотки, к какому подключается проводник, идущий к свариваемой детали.
Если кабель, подводящий ток, двужильный, то для заземления сварочного трансформатора нельзя применять провода «ноль» и «фаза».
Основные требования по обеспечению электробезопасности:
- все нетоковедущие элементы сварочных установок должны быть подключены к заземляющему контуру;
- сварочные аппараты, для подключения к заземляющему контуру, оснащаются специальным болтом с соответствующим обозначением, к которому прикреплен заземляющий провод;
- для каждой электрической установки должна быть предусмотрена отдельная точка заземления;
- запрещается сварочные аппараты заземлять последовательно;
- если нет никакой возможности заземлить оборудование, необходимо использовать устройство защитного отключения.
Для эффективной защиты от поражения током, по нормам электробезопасности, сопротивления заземляющего контура не должно превышать 5 Ом. Для того чтобы добиться заданных параметров необходимо обеспечить максимально большую площадь контакта заземлителя с землей, а так же хорошую токопроводимость.



Для соединения заземлителя с заземляющим проводником используется метод сварки или применяются хомуты. Независимо от метода соединения, стык необходимо защитить от возможной коррозии, для этого, чаще всего, применяется смола.
Электрические сварочные аппараты, для обеспечения безопасной работы, необходимо каждый месяц проверять на наличие оголенных токоведущих элементов, замыкания на корпус, целостность заземляющего контура.
Проверяется наличие замыкания между элементами обмотки трансформатора, а также исправность систем защиты.
В электросварочных аппаратах, в которых создается дуга между электродом и проводящей электричество деталью, необходимо кроме элементов корпуса, заземлять вывод вторичной обмотки источника напряжения, соединяемый обратным кабелем с деталью.
Системы с глухозаземленной нейтралью системы заземления TN
К таким системам относятся:
- TN-C;
- TN-S;
- TNC-S;
- TT.
Согласно п. 1.7.3 ПУЭ TN-система — система, в которой нейтраль источника питания глухо заземлена, а открытые проводящие части электроустановки присоединены к глухозаземленной нейтрали источника посредством нулевых защитных проводников.
TN включает в себя такие элементы, как:
- заземлитель средней точки, которая относится к источнику питания;
- внешние проводящие части устройства;
- проводник нейтрального типа;
- совмещенные проводники.
Нейтраль источника глухо заземлена, а внешние проводники установки подключены к глухозаземленной средней точке источника при помощи проводников защитного типа.
Сделать заземляющий контур можно только в электроустановках, мощность которых не превышает 1 кВ.
Система TN-C
В данной системе нулевой защитный и нулевой рабочий проводники, объединены в один PEN проводник. Они совмещены на всем протяжении системы. Полное название — Terre-Neutre-Combine.
Среди преимуществ TN-C можно выделить только легкий монтаж системы, который не требует больших усилий и денежных затрат. Для монтажа не требуется улучшение уже установленных кабельных и воздушных линий электропередачи, у которых есть всего 4 проводящих устройства.
Недостатки:
- возрастает вероятность получения удара током;
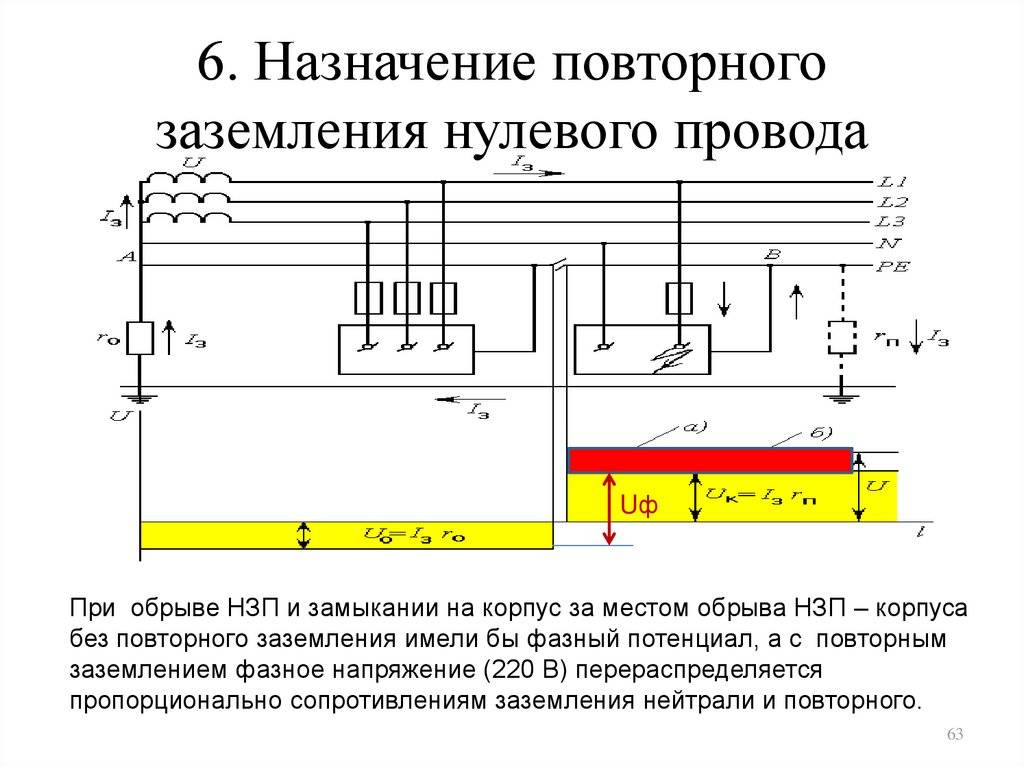
- возможно появление линейного напряжения на корпусе электрической установки во время обрыва электрической цепи;
- высокая вероятность потери заземляющей цепи в случае повреждения проводящего устройства;
- такая система защищает только от короткого замыкания.
Система TN-S
Особенность системы заключается в том, что электричество поставляется к потребителям через 5 проводников в трехфазной сети и через 3 проводника в однофазной сети.
Всего от сети отходит 5 проводящих источников, 3 из которых выполняют функцию силовой фазы, а оставшиеся 2 — это нейтральные проводники, подсоединенные к нулевой точке.
Конструкция:
- PN — нейтральный механизм, который задействован в схеме электрического оборудования.
- PE — глухозаземленный проводник, выполняющий защитную функцию.
Преимущества:
- легкость монтажа;
- низкая стоимость покупки и содержания системы;
- высокая степень электробезопасности;
- не требуется создание контура;
- возможность использовать систему в качестве устройства от защиты утечки тока.
Система TN-C-S
TN-C-S система предполагает разделение проводника PEN на PE и N в каком-то участке цепи. Обычно разделение происходит в щитке в доме, а до этого они совмещены.
Достоинства:
- простое устройство защитного механизма от попадания молний;
- наличие защиты от короткого замыкания.
Минусы использования:
- слабый уровень защиты от сгорания нулевого проводника;
- возможность появления фазного напряжения;
- высокая стоимость монтажа и содержания;
- напряжение не может быть отключено автоматикой;
- отсутствует защита от тока на открытом воздухе.
Система TT
TT разработана для обеспечения высокого уровня безопасности. Устанавливается на электростанциях с низким уровнем технического состояния, например, где используются оголенные провода, электроустановки, которые расположены на открытом воздухе или закреплены на опорах.
TT монтируется по схеме четырех проводников:
- 3 фазы, подающие напряжение, смещаются под углом 120° между собой;
- 1 общий ноль выполняет совмещенные функции рабочего и защитного проводника.
Преимущества TT:
- высокий уровень устойчивости к деформации провода, ведущего к потребителю;
- защита от КЗ;
- возможность использования на электроустановках высокого напряжения.
Недостатки:
- сложное устройство защиты от молний;
- невозможность отследить фазы короткого замыкания электрической цепи.
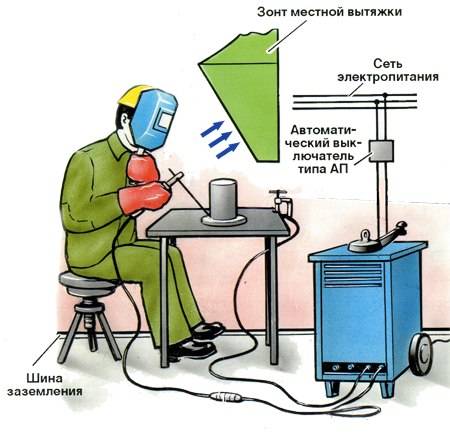
Варианты обустройства рабочего места
На практике принято различать два вида сварочных постов. Стационарный в большинстве своем используется для работы с небольшими по размеру заготовками. Передвижной востребован на крупных производственных участках, в строительстве или укладке разного рода трубопроводов.





Основные требования к организации рабочего места для выполнения сварочных работ:
- На участке следует предусмотреть хорошее освещение. Минимальный показатель составляет 80 Люкс. Желательно комбинировать естественное освещение и искусственный свет.
- Все электрооборудование в обязательном порядке заземляется.
- Основание должно быть прочным и твердым. Как как правило, это бетон или кирпичная кладка.
- На рабочем месте следует предусмотреть рабочие карманы, где могла бы храниться документация или графические материалы.
- В обязательном порядке нужно предусмотреть хорошую вентиляцию.
- Рабочая поверхность сварочного стола должны быть выполнена из стали или чугуна. Рядом должны находиться разъемы для подключения сварочного аппарата и дополнительного оборудования.
- Под ногами специалиста должен находиться резиновый коврик или плотный щит из дерева.
- Для выполнения работ в сидячем положении необходимо диэлектрическое кресло, изготовленное из не горящего материала.
Если рабочее место обустраивается вне помещения, то нужен навес, который хорошо защитит сварщика и оборудования от дождя. В солнечную погоду можно работать на открытой площадке, но зачастую требуется защита от прямых солнечных лучей. Тогда навес можно заменить высокими щитами.
Заземление автономного сварочного оборудования
Бывают случаи, когда у мастера нет возможности подключить сварочный аппарат к сети, – в таких условиях используются автономные модели. Как правило, их напряжение тока вторичной сети составляет 120 или 240 вольт. Заземление при этом обеспечить бывает нелегко. А нужно ли это делать?
Ответ на этот вопрос зависит от конструкции устройства и условий его использования. Последние можно условно разделить на две группы:
1. При соблюдении всех факторов из этого списка корпус аппарата можно не заземлять, когда:
- сварочный аппарат находится в кузове автомобиля либо трейлера;
- питание от вторичной сети происходит через вилку или кабель;
- розетка оснащена кабелем заземления;
- рама сварочного устройства соединена проводом с рамой транспортного средства.
2. При наличии хотя бы одного фактора из данного списка заземление автономной сварки необходимо:
- питание оборудования идет за счет подключения к проводке здания (например, для аварийного электроснабжения);
- вторичная сеть получает питание напрямую, без использования вилки или кабеля;
- вторичная сеть получает постоянное питание без использования розетки или провода.
Выше мы описали лишь ключевые вопросы, касающиеся того, как заземляется сварочное оборудование автономного типа. Более полную информацию можно получить в нормативной документации по электробезопасности.
Если питание сварки происходит с использованием удлинителей, то важно регулярно проверять их на наличие разрывов и надломов. Из-за того, что такие кабели чаще всего располагаются на полу, они, подвергаясь дополнительной нагрузке, быстрее изнашиваются
С помощью специального тестера легко держать их состояние под контролем и, в случае неисправности, своевременно принять меры по их устранению.
Правильная установка заземляющей системы сварочного аппарата сильно снижает риск получения производственных травм, однако не гарантирует стопроцентной безопасности. Ток проходит по заземляющему контуру, не причиняя при этом вреда, но если человек станет его частью, то он послужит проводником, что чревато неприятными последствиями
Поэтому крайне важно избегать телесного контакта с заземляющей конструкцией, носить средства индивидуальной защиты, а изоляционные перчатки непременно должны быть сухими. Также необходимо контролировать целостность кабелей, горелок и электродержателей
Выполняя эти рекомендации, можно также избежать удара током от сети. Исправность оборудования во многом снижает производственные риски для мастера.
Заземление автомобиля
Заземление автомобиля может иметь несколько видов. О том, как выполнить монтаж заземления автомобиля мы поговорим ниже. Также вы узнаете все способы, которые помогут бороться с зарядом.
Первый способ
Основным способом чтобы решить проблему накопления напряженности на поверхности автомобиля является установка алюминиевых или графитовых полос. Эти полосы обязательно должны иметь прорезиненную основу.

Эти полосы будут касаться кузова, и соприкасаться с землей. В результате этого все накопленное электричество на кузове автомобиля будет просто уходить в землю.
Второй способ
Вам необходимо будет проверить, из какого материала выполнена обивка кресел в вашем автомобиле. Если для этого применяются синтетические материалы, тогда избежать возникновения заряда можно просто сняв обивку.


Третий способ
Сделать заземление автомобиля также можно с помощью специального спрея. Для этого вам необходимо обработать все поверхности автомобиля защитным средством. Выполнение этого процесса сведет образование статики к минимуму.

Четвертый способ
Вам необходимо провести обработку и чистку салона. Чем суше воздух в салоне автомобиля, тем больше статического электричества будет накапливаться. Влажная среда считается более разреженной и поэтому электричество скапливается медленнее.



Пятый способ
Прежде чем выходить из салона вам необходимо коснуться металлической детали. Только после этого вы можете выходить из автомобиля. Этот способ считается решением проблемы только в том случае, если вы не желаете проводить дополнительные работы.
Дополнительные причины
Если ваш автомобиль продолжает бить током, тогда необходимо просмотреть систему электрораспределения. Если вы обратитесь к специалистам, тогда они точно помогут выполнить заземление автомобиля. Самостоятельно устранить эту поломку будет достаточно сложно. Если вам интересно можете прочесть про отличия зануления от заземления.
Заземление сварочного оборудования | Сварка металлов
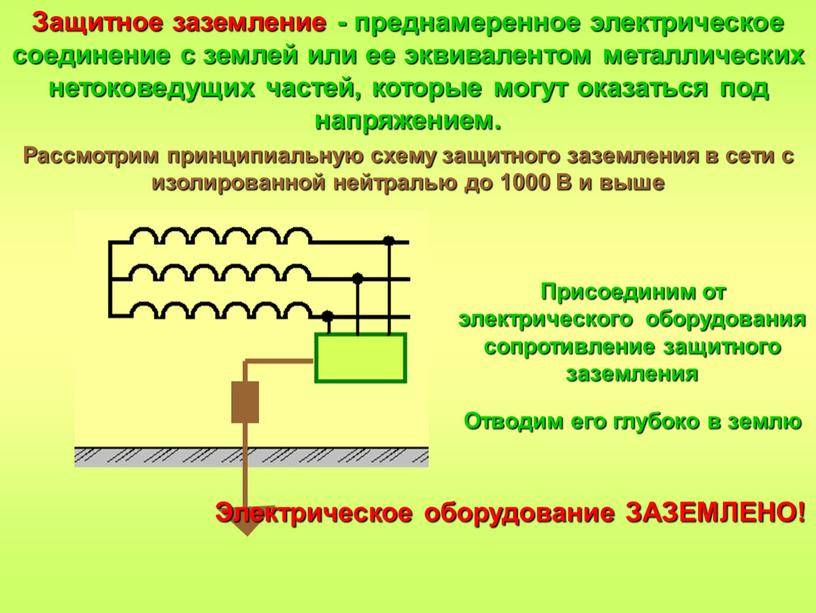
Защитное заземление представляет собой соединение металлическим проводом частей электрического устройства (например, корпуса сварочного трансформатора) с землей.
Заземление служит для защиты от поражения электрическим током при прикосновении к металлическим частям электрических устройств (корпуса источников питания, шкафы управления и др.), оказавшимися под напряжением в результате повреждения электрической изоляции.
Земля в аварийном режиме работы электрооборудования используется в качестве проводника в цепи замыкания. При правильном заземлении электрооборудования образуются параллельные электрические ветви: одна с малым сопротивлением (3 — 4 Ом), а другая, в которую входит человек или группа людей, с большим сопротивлением (2000 Ом). Поэтому практически ток не пройдет через тело человека в случае соприкосновения его с корпусом источника питания, случайно оказавшимся под напряжением.
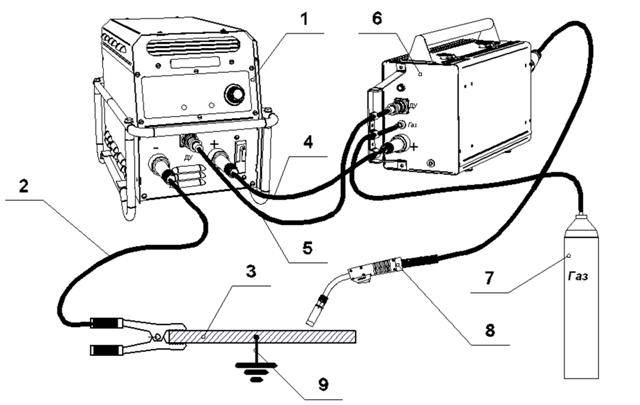
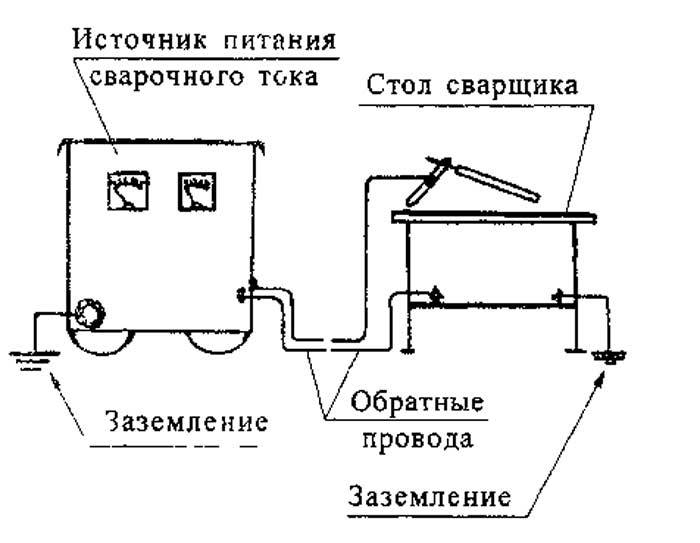
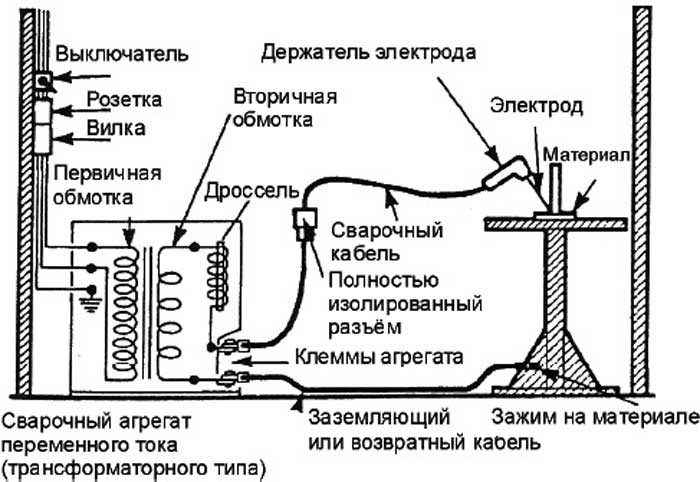
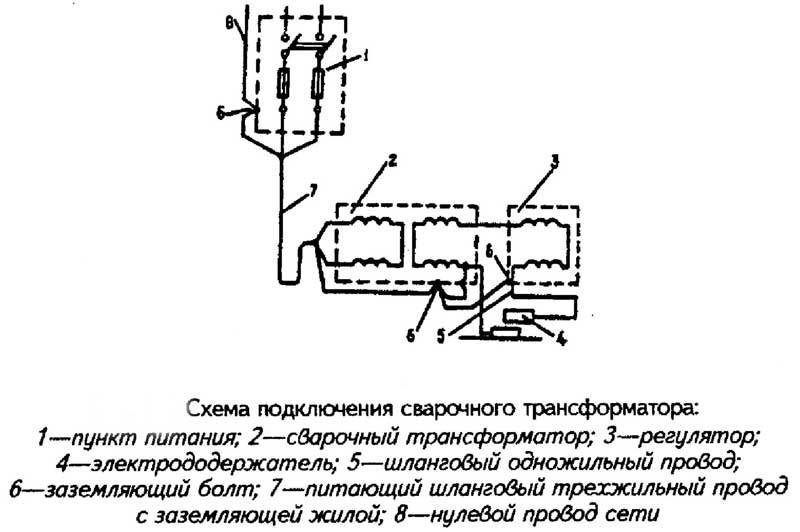
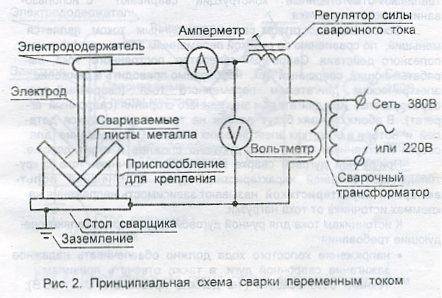
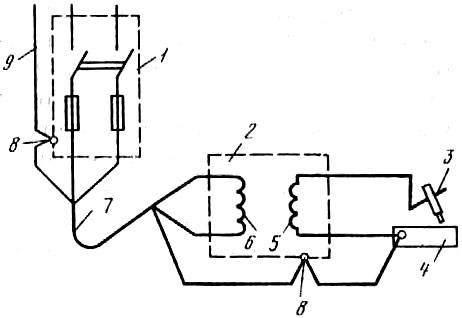
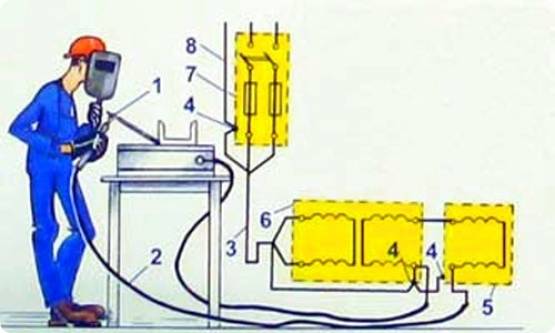
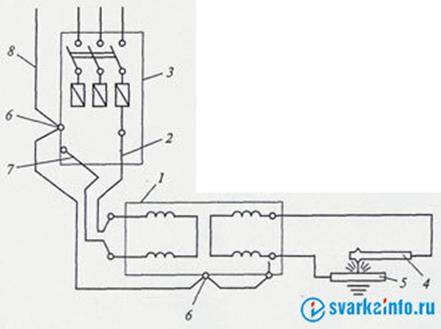
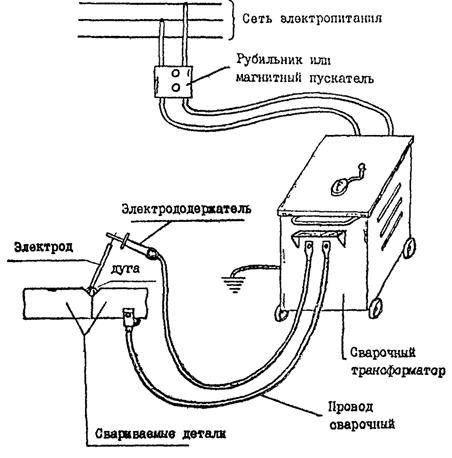
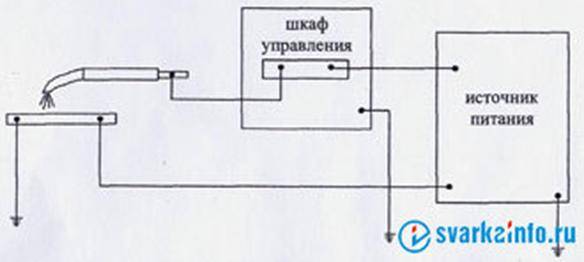
Рис. 35. Схема подключения сварочного трансформатора при питании его от сети с глухозаземленной нейтралью:
1 — пункт подключения, 2 — сварочный трансформатор, 3 — электрододержатель, 4 — свариваемое изделие, 5 — вторичная обмотка трансформатора, 6 — первичная обмотка трансформатора, 7 — питающий шланговый трехжильный провод с заземляющей жилой, 8 — заземляющий болт на корпусе трансформатора и на пункте подключения, 9 — подключение к нулевому проводу сети
Включение в работу незаземленных источников питания дуги запрещается (однако имеются некоторые исключения).
Заземление выполняется различно в зависимости от напряжения и системы электроснабжения (с глухозаземленной нейтралью или с изолированной нейтралью).
Схема подключения сварочного трансформатора
На рис. 35 дана схема подключения сварочного трансформатора при питании его от сети с глухозаземленной нейтралью. Из схемы видно, что для питания однофазного сварочного трансформатора от пункта подключения до вводной коробки трансформатора приложен трехжильный гибкий шланговый кабель. Третья жила присоединена одним концом к заземляющему болту корпуса сварочного трансформатора и другим концом к корпусу пункта подключения. Зажим — вывод обмотки низкого напряжения сварочного трансформатора присоединен к свариваемой детали и одновременно заземляющим металлическим проводником к заземляющему болту на корпусе сварочного трансформатора. На передвижных установках применяют переносные заземляющие устройства.
www.svarkametallov.ru
Проверка сопротивления в контуре
Еще одна работа, которую предстоит сделать, — проверка контурного сопротивления. Идеальный вариант — наличие специального прибора для тестирования. Название устройства — Ф41023-М1.
Однако стоимость такой техники велика — бывают приборы только у профессионалов. Для проверки разумнее пригласить работников энергетической компании. Специалисты сделают замеры и на основании полученных результатов выдадут технический паспорт, составят протокол на заземляющее устройство.
В домашних условиях (в случае отсутствия прибора и сторонней помощи) сопротивление проверяют более простым способом: подключают к сети 100-ваттную лампочку (или даже мощнее). Один контакт осветительного устройства подключают к заземляющему контуру, другой — к фазе. Яркий свет указывает на то, что монтаж системы осуществлен правильно. Тусклое свечение свидетельствует о слабом контакте между участками конструкции. Иными словами, необходимо перепроверить всю систему и найти недостаточно прочные соединения.

Считается, что контур сделан правильно, если подключенный между фазой и заземлением электроприбор мощностью 2 кВт будет работать, а снижение напряжения на указанном участке не превысит 10 Вольт.
По правилам ПУЭ (1.7.101) сопротивление проводника в любой сезон года не должно быть выше 2,4 и 8 Ом при линейных напряжениях для соответственно 660, 380 и 220-вольтовых источников трехфазного тока. То же самое относится к 380, 220 и 127-вольтовым источникам однофазного тока.
7.6.27
Шкафы комплектных устройств и корпуса сварочного
оборудования (машин), имеющие неизолированные токоведущие части, находящиеся
под напряжением выше 50 В переменного или выше 110 В постоянного тока, должны
быть оснащены блокировкой*, обеспечивающей при открывании дверей (дверец)
отключение от электрической сети устройств, находящихся внутри шкафа (корпуса).
При этом вводы (выводы), остающиеся под напряжением, должны быть защищены от
случайных прикосновений.
____________________
* Блокировка – термин по ГОСТ 18311-80.
Допускается взамен блокировки применение замков со
специальными ключами, если при работе не требуется открывать двери (дверцы).
1.7.142
Присоединения заземляющих и нулевых защитных проводников и проводников уравнивания потенциалов к открытым проводящим частям должны быть выполнены при помощи болтовых соединений или сварки.
Присоединения оборудования, подвергающегося частому демонтажу или установленного на движущихся частях или частях, подверженных сотрясениям и вибрации, должны выполняться при помощи гибких проводников.
Соединения защитных проводников электропроводок и ВЛ следует выполнять теми же методами, что и соединения фазных проводников.
При использовании естественных заземлителей для заземления электроустановок и сторонних проводящих частей в качестве защитных проводников и проводников уравнивания потенциалов контактные соединения следует выполнять методами, предусмотренными ГОСТ 12.1.030 «ССБТ. Электробезопасность. Защитное заземление, зануление»





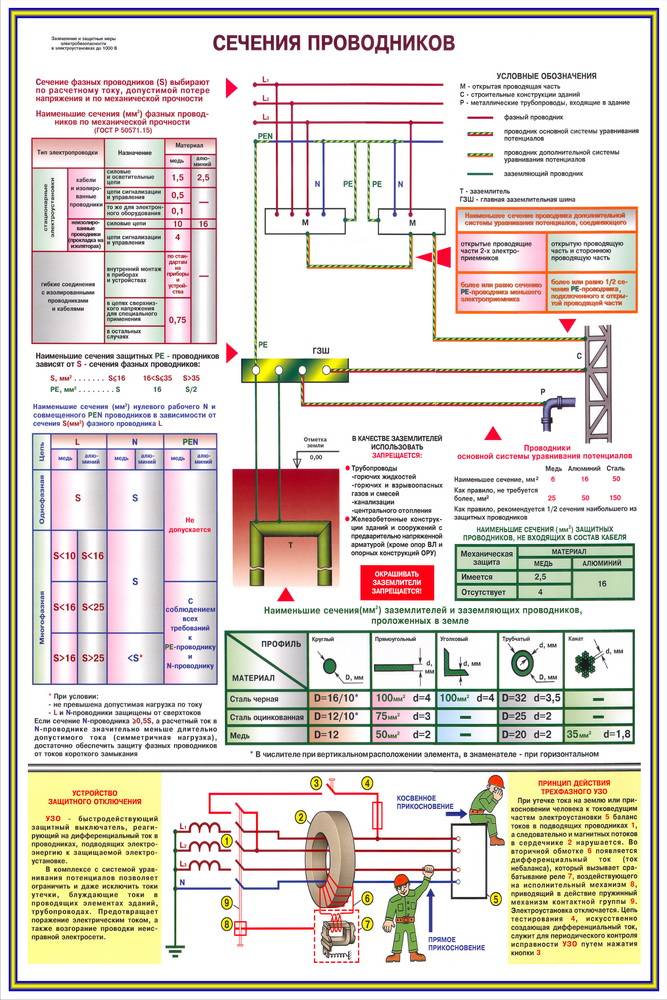
Виды материала (профили)
Согласно требованиям ПУЭ, содержащим указания на то, каким должно быть сопротивление растекания тока в грунте, в большинстве случаев этот показатель устанавливается на уровне не более 4 Ом. Для получения этого значения обычно приходится приложить немало усилий, направленных на то, чтобы придерживаться заданных теми же требованиями технологий.
В первую очередь, это касается используемых при сборке заземляющего контура материалов, подбираемых, исходя из следующих условий:
- При выборе штырей предпочтение должно отдаваться заготовкам из черного металла;
- Наиболее часто применяется пруток типоразмером 16-20 мм или уголок с параметрами 50х50х5 мм и толщиной металла около 5 мм;
- Применять в качестве элементов контура арматуру не допускается, поскольку она обладает каленой поверхностью, влияющей на нормальное стекание тока;
- Для этих целей подходит именно чистый пруток, а не его арматурный заменитель.
Обратите внимание! Для районов с засушливым летом лучше всего подходят трубные толстостенные металлические заготовки, нижний конец которых сплющивается на конус, а затем в этой части трубы просверливаются несколько отверстий. Согласно положениям ПУЭ, перед их размещением в грунте сначала бурятся лунки нужной длины, поскольку забить их вручную достаточно проблематично
В случае особо засушливого лета и резком ухудшении параметров заземлителя в полые части труб заливается концентрированный соляной раствор, что позволяет получить такое сопротивление, какое должно быть в соответствии с требованиями ПУЭ. Длина трубных заготовок выбирается в пределах 2,5-3 метра, что вполне хватает для большинства российских регионов
Согласно положениям ПУЭ, перед их размещением в грунте сначала бурятся лунки нужной длины, поскольку забить их вручную достаточно проблематично. В случае особо засушливого лета и резком ухудшении параметров заземлителя в полые части труб заливается концентрированный соляной раствор, что позволяет получить такое сопротивление, какое должно быть в соответствии с требованиями ПУЭ. Длина трубных заготовок выбирается в пределах 2,5-3 метра, что вполне хватает для большинства российских регионов.
К этому виду профильных заготовок предъявляются особые требования, касающиеся порядка их размещения в почве и состоящие в следующем:
- Во-первых, трубные элементы защитного контура должны размещаться на глубине, превышающей уровень промерзания грунта не менее чем на 80-100 см;
- Во-вторых, в особо засушливых местностях примерно треть длины заземлителя должна достигать влажных слоёв почвы;
- В-третьих, при выполнении второго условия следует ориентироваться на особенности расположения в данном регионе так называемых «грунтовых вод». В случае если они находятся на значительной глубине, по правилу, сформулированному в положениях ПУЭ, необходимо будет подготовить более длинные трубные отрезки.
С видом и профилем используемых при обустройстве заземлителя штыревых заготовок можно ознакомиться на размещённом ниже рисунке.
На практике в большинстве регионов России обычно применяются стальной уголок и полоса из того же металла. Для того чтобы получить более точные параметры используемых элементов заземления, потребуются данные геологических обследований. При наличии этой информации можно будет привлечь к обсчёту параметров заземлителя специалистов.
Из чего делается металлосвязь
Соединяющие штыри элементы (металлосвязь) обычно изготавливается из следующих электротехнических материалов:
- Типовая медная шина, имеющая сечение на менее 10 мм2;
- Алюминиевая полоса с поперечным сечением порядка 16 мм2;
- Стальная полоска 100 мм2 (типоразмер – 25х5 мм).
Классическая металлосвязь делается обычно в виде нарезанных по размеру стальных полос, крепящихся на сварку к уголкам или оголовкам прутка.
Важно! От качества сварочного сочленения зависит, сможет ли данное заземляющее устройство или контур пройти проверочные испытания на соответствие переходного сопротивления нормируемому значению (4 Ома)
При применении более дорогих алюминиевых (медных) полосок к ним на сварку крепится болт подходящего типоразмера, на котором впоследствии фиксируются подводящие шины
Главное, на что нужно обращать внимание при обустройстве любых соединений, – это надёжность получаемого в результате контакта
Для этого перед оформлением болтового сочленения необходимо тщательно зачистить обе соединяемые детали до появления блеска чистого металла. Дополнительно эти места желательно обработать шкуркой, а после закручивания болта хорошо его поджать, что обеспечит более надёжный контакт.





