Переделываем аппарат своими руками
Переделка сварочного аппарата из переменки в постоянку не так сложна, как может показаться на первый взгляд. Вам даже не придется покупать отдельный сварочный аппарат, работающий на постоянном токе. Вы можете самостоятельно собрать так называемую «приставку» для имеющегося у вас сварочного трансформатора переменного тока. Приставка подключается в к трансформатор и преобразовывает переменный ток в постоянный.
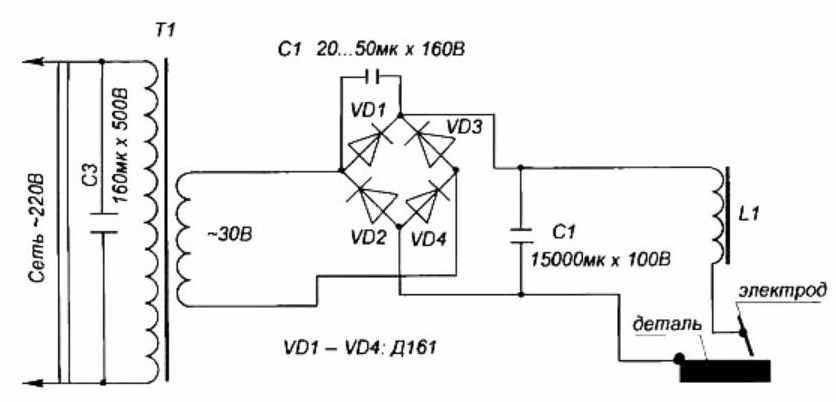
Ниже показана простая схема такой приставки.

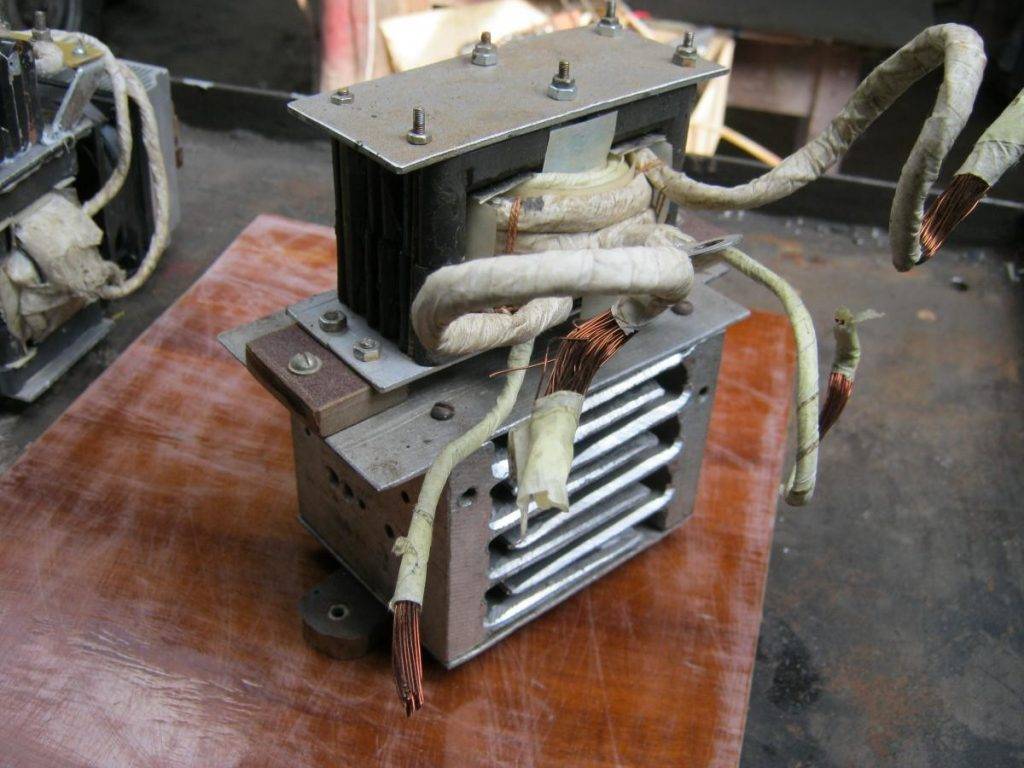
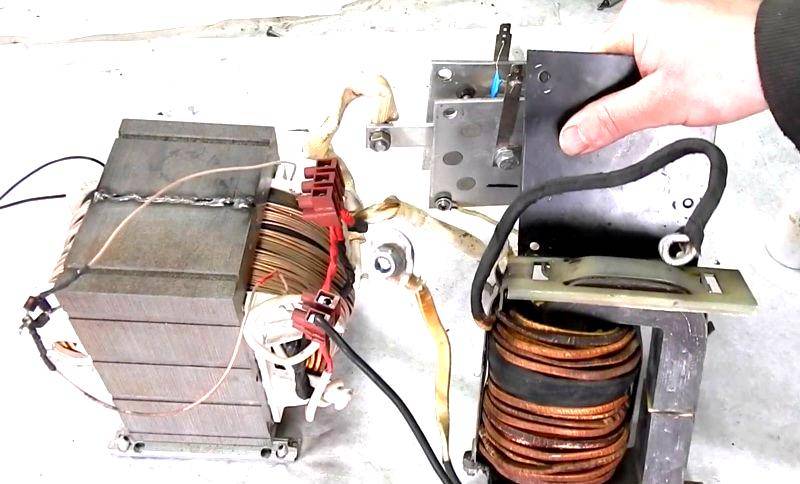
Эта приставка, по сути, играет роль мини-выпрямителя. Собирается на диодах (VD1-VD4). Есть дроссель (L1). Благодаря ему дуга поджигается гораздо проще и горит стабильнее. Приставка не встраивается в трансформатор, а является отдельно стоящим устройством. Как уже говорилось выше, подключается прямо к трансформатору переменного тока.
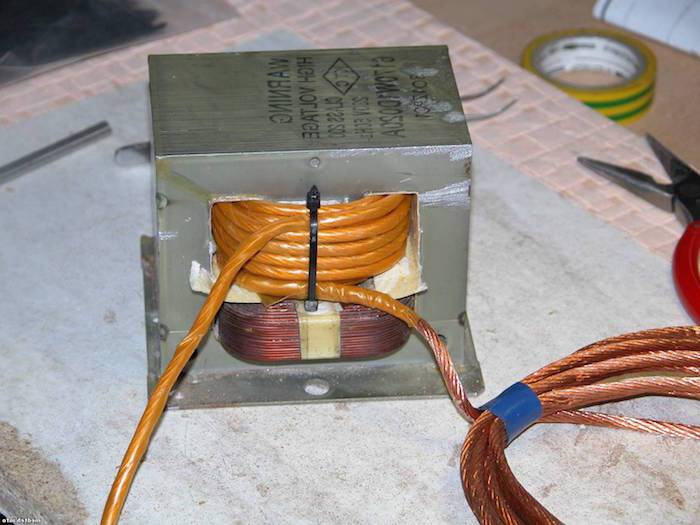
Немного о деталях. В качестве диодов рекомендуем выбрать В200, Д161-320 или Д161-250. Они крепятся на радиаторы. Дроссель собирается на сердечнике от трансформатора типа ТС-270. Его можно купить с рук или демонтировать с лампового телевизора. Все обмотки нужно удалить и намотать новые. Рекомендуем 20-30 витков. Используйте медные провода. Оптимальная сечение — 16-22 мм2. Между половинками сердечника нужно положить прокладки из текстолита. Их оптимальная толщина — 0.3-0.5 мм.
Краткое послесловие
Сварочный аппарат, сделанный самостоятельно, своими руками, мысль хорошая и удачная. Процесс сварки, выполняемый, на самодельном аппарате практически не имеет отличий от сварки, выполненной на серийном оборудовании.
Он будет доступнее и экономичнее, чем покупной, с магазина, Особенно, если учесть, что сварочный аппарат не всегда является устройством для ежедневного пользования, и чаще всего он нужен пару-тройку раз в году.
Если вы будете следовать всем правилам, как техники безопасности, так и самой сборки, этот аппарат доставит вам массу приятных эмоций и сохранит ваш бюджет.
Перед началом сборки, обратите внимание, что вы достаточно знаете теорию и полностью готовы приступить к практике. Удачного пользования
Устройство, принцип работы и схема сварочного инвертора
Прежде чем приступать к изготовлению инвертора, необходимо изучить его основные технические характеристики. Стандартный аппарат обладает максимальным рабочим током в 220 ампер, током холостого хода – 30 ампер. Режимы работы отображаются с помощью трехзначного индикатора. Питание осуществляется от бытовой электрической сети, напряжением 220 вольт.
Также у сварочного инвертора имеются функции управления током, отображения токовых и температурных значений на индикаторе. Аппарат обладает горячим стартом, холостым ходом и спящим режимом. Он может автоматически отключаться при залипании электрода.
Основными конструктивными элементами сварочного инвертора являются блоки питания, выпрямителя и самого инвертора. Принцип работы аппарата, такой же, как у импульсных блоков питания. Трансформация электроэнергии происходит в несколько этапов:









- Вначале выпрямляется переменный ток 220 В, поступающий из бытовой сети.
- Далее выпрямленный постоянный ток вновь становится переменным, но с гораздо более высокой частотой.
- На следующем этапе высокочастотное напряжение понижается.
- На выходе ток с пониженным напряжением вновь выпрямляется, сохраняя при этом высокую частоту.
В обычных конструкциях основным элементом сварки является силовой трансформатор высокой мощности. С его помощью производится уменьшение сетевого переменного тока, а вторичная обмотка позволяет получать токи высокой частоты, необходимые для нормальной сварки. Такие аппараты имеют большие габариты и массу.
Преодолеть эти недостатки стало возможно с появлением сварочного инвертора. Размеры устройства значительно снизились из-за повышения частоты рабочего тока до 80 кГц и выше. Таким образом, габариты и масса устройства уменьшаются пропорционально увеличению рабочей частоты.
Откуда же берутся высокие частоты при наличии всего 50 Гц в рабочей сети? Они появляются за счет инверторной схемы, в состав которой входят мощные транзисторы с возможностью переключения в диапазоне 60-80 кГц. Для нормального функционирования, им необходима подача постоянного тока, получаемого через выпрямитель. Конструкция выпрямителя включает в себя диодный мост и сглаживающие фильтры.
С помощью выпрямителя становится возможным получение постоянного тока, напряжением 220 вольт. Сами инверторные транзисторы соединяются с трансформатором, понижающим напряжение. Поскольку транзисторы переключаются с высокой частотой, то и работа трансформатора осуществляется на аналогичных частотах.
Переменный ток или постоянный
Чтобы выбрать вариант и правильно собрать устройство, необходимо ознакомиться с особенностями каждого из них:
- Прибор, работающий с переменными параметрами, должен давать напряжение 60 В и силу тока до 160 А. Для определения характеристик провода, подсоединяемого к сети 220 В, применяют специальные таблицы. Сечение не должно превышать 7 мм². Оптимальной считают величину 3 мм². При создании прибора для работы с алюминием данный параметр умножают на 1,6. Кабель обматывают тканевой изоляцией, препятствующей короткому замыканию. Вторую обмотку делают из толстого медного провода.
- Аппарат, функционирующий на постоянном токе. Оборудование применяют для сварки стальных или чугунных деталей. Для создания самоделки этого типа требуется минимум времени. Вторичная часть катушки здесь подключается через диодный выпрямитель. Блок должен выдерживать до 200 А, обладать качественной системой охлаждения. Для выравнивания силы тока в схему включают конденсаторы, для регулировки параметров — дроссель.
Принцип работы
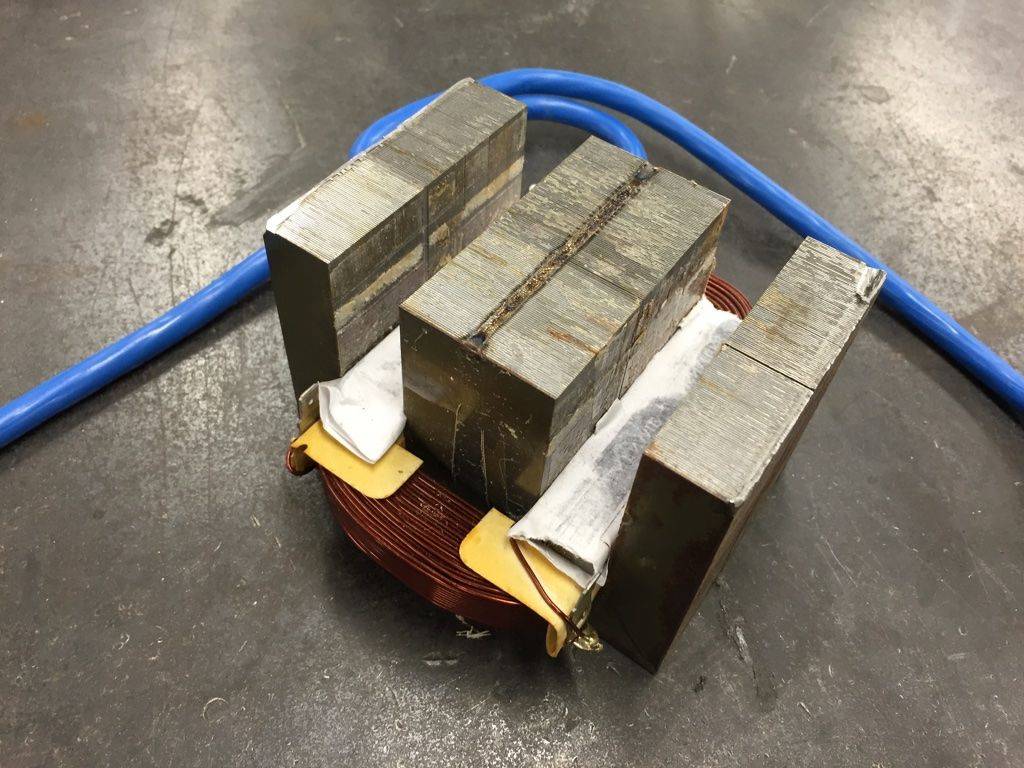
Основное свойство катушки индуктивности, представляющей собой магнитопровод, намотанный с соблюдением определенных условий вокруг ферромагнитного сердечника, – это стабилизация силы тока по времени.
Проще говоря, напряжение, приложенное к катушке, вызывает плавное нарастание силы тока на выходе. Изменение полярности приводит к такому же плавному уменьшению силы тока.

Главным фактором является то условие, что ток, проходящий по дросселю, не может резко возрастать или снижаться. Именно это и определяет ценность использования дросселя для сварки — компенсация сопротивления позволяет избежать резких скачков по амперажу.
Это позволяет подстраховаться от случайного прожига свариваемых заготовок, уменьшить разбрызгивание плавящегося металла и точно подобрать параметры тока для сварки по заданной толщине металла. Шансы получить хороший шов с применением дросселя для сварки значительно выше.
Параметр, определяющий коэффициент изменения по току — индуктивность. Измеряется она в Гн (генри) — за 1 секунду при напряжении в 1 В через дроссель с индуктивностью в 1 Гн может пройти только 1 А.
Число витков на катушке напрямую влияет на величину индуктивности. Она прямо пропорциональна количеству витков, возведенному в квадрат. Но если надо изготовить сварочный дроссель своими руками, то высчитывать точное число витков не обязательно.
Так как параметры сварочных аппаратов бытового назначения в большинстве своем стандартны и общеизвестны, сварщику для изготовления дросселя собственноручно достаточно будет воспользоваться приведенной ниже инструкцией.
Правила безопасности
Схема подключения инверторного сварочного аппарата достаточно проста и допускает функционирование устройства в циклическом (прерывистом) режиме, позволяющем добиться максимальной эффективности сварки. Перед тем как втыкать вилку в розетку, необходимо все же прочитать инструкцию по подключению, проверить параметры сети, комплектность оборудования и внешнюю целостность всех его частей.
Варианты подключения инвертора к сети
В инструкции должно быть чётко расписано, как правильно надо подключать сварочный аппарат, а также оговорен порядок его безопасного соединения с действующей электросетью. Особо оговаривается необходимость проверки пробок и автоматических выключателей, установленных в цепи подачи питания.








Должно учитываться и то обстоятельство, что в старых домах алюминиевая электропроводка не позволяет работать с токами свыше 10 Ампер. Поэтому перед тем, как включать преобразователи в сеть, необходимо выяснить их паспортную мощность и потребляемый ток.
При оценке отбираемой от сети мощности не следует забывать о том, что в момент включении аппарата происходит резкий всплеск пускового тока, величина которого может превышать номинальное значение в несколько раз.
Перед подключением аппарата и сварочными работами оператор должен выполнить следующие требования инструкции по его эксплуатации:
- удалить от корпуса аппарата посторонние электротехнические устройства (компьютеры, передатчики, измерительные приборы);
- при работе с инверторным оборудованием рабочее место должно быть освобождено от всех других мешающих предметов;
- помещения, в которых размещается сварочный агрегат, обязательно оборудуются системой принудительной вентиляции.
Для исключения аварийных ситуаций перед первым подключением сварочного аппарата рекомендуется протестировать его в различных режимах сварки.
Правила использования

Сварочное оборудование требует к себе ответственное отношение:
- Перед работой подготовьте рабочие место. Нормально когда много свободного пространства.
- Инвертор плохо реагирует на перепады температур, погодные условия.
- Избегайте пыли. Она очень хорошо проводит ток. На промышленных предприятиях есть сжатый воздух, которым можно продувать оборудование.
- Не перегревайте аппарат. Интенсивные электрические процессы, протекающие в схемах, приводят к большому их нагреву. Перегоревшая деталь – частая проблема поломки. В среднем, непрерывная работа длится 5-6 минут.
- Выбор проводов для кабелей зависит от толщины электрода. Для бытовых потребностей используйте диаметр 3мм. Сварка таким диаметром позволит использовать тонкие и легкие кабеля. Их длина не должна быть больше 1,5м.
- Перед работой проводится проверка всех соединений проводов, чтобы избежать нарушений с подачей тока.
- Присоедините плюс к металлу, минус на держателе. Включите аппарат в розетку и нажмите кнопку пуск на задней панели. Настройте сварочный ток. Его сила должна быть достаточной, чтобы расплавлять, но не пережигать металл.
- Работать требуется в специальной, негорящей одежде, в рукавицах и щитке.
Диагностика самодельного инвертора и его подготовка к работе
Сделать инверторный сварочный аппарат – это половина дела
Не менее важной задачей является его подготовка к работе, в процессе которой проверяется корректность функционирования всех элементов, а также их настройка
Первое, что требуется сделать при проверке самодельного сварочного инвертора, – это подать напряжение 15 В на ШИМ-контроллер и один из охлаждающих вентиляторов. Это позволит одновременно проверить работоспособность контроллера и избежать его перегрева в процессе выполнения такой проверки.
Проверка выходного напряжения тестером
После того как конденсаторы аппарата зарядились, к электрическому питанию подключают реле, которое отвечает за замыкание резистора. Если подать на резистор напряжение напрямую, минуя реле, может произойти взрыв. После того как реле сработает, что должно произойти в течение 2–10 секунд после подачи напряжения на ШИМ-контроллер, необходимо проверить, произошло ли замыкание резистора.
Когда реле электронной схемы сработают, на плате ШИМ должны сформироваться прямоугольные импульсы, поступающие к оптронам. Это можно проверить, используя осциллограф. Правильность сборки диодного моста устройства также необходимо проверить, для этого на него подают напряжение 15 В (сила тока при этом не должна превышать 100 мА).
Фазы трансформатора при сборке устройства могли быть неправильно подключены, что может привести к некорректной работе инвертора и возникновению сильных шумов. Чтобы этого не произошло, правильность подключения фаз необходимо проверить, для этого используется двухлучевой осциллограф. Один луч прибора подключается к первичной обмотке, второй – ко вторичной. Фазы импульсов, если обмотки подключены правильно, должны быть одинаковыми.








Использование осциллографа для диагностики инвертора
Правильность изготовления и подключения трансформатора проверяется при помощи осциллографа и подключения к диодному мосту электрических приборов с различным сопротивлением. Ориентируясь на шумы трансформатора и показания осциллографа, делают вывод о том, что необходимо доработать в электронной схеме самодельного инверторного аппарата.
Чтобы проверить, сколько можно непрерывно работать на самодельном инверторе, необходимо начать его тестировать с 10 секунд. Если при работе такой продолжительности радиаторы устройства не нагрелись, можно увеличить период до 20 секунд. Если и такой временной промежуток не сказался негативно на состоянии инвертора, можно увеличить продолжительность работы сварочного аппарата до 1 минуты.
Подбираем конструкцию инвертора
- Ненужный компьютерный блок может быть корпусом установки.
- Комплектация сварочного инвертора своими руками неоригинальна, напоминает большинство прочих самодельных конструкций. Многие элементы можно заменить аналогами. При наличии основных деталей конструкции можно рассчитать оптимальные параметры корпуса и начать его изготовление.
- Подойдут готовые радиаторы от старых приборов, например, блоков питания ПК. Но их можно изготовить и самостоятельно, если есть под рукой шина из алюминия, толщина которой составляет от 2 до 4 мм, а ширина больше 3 см. Можно задействовать вентилятор от какого-либо старого прибора.
- Все детали больших размеров рекомендуется первоначально разложить на плоскости, чтобы можно было наглядно определить возможности соединения согласно схеме.
- Далее нужно определиться с местом под вентилятор. Он не должен гнать горячий поток воздуха от одних элементов устройства к иным. Если в данной ситуации присутствуют сложности, тогда можно воспользоваться несколькими вентиляторами одновременно, которые будут работать на вытяжку. Цена кулеров, их масса незначительны, но зато надежность агрегата в целом существенно увеличится.
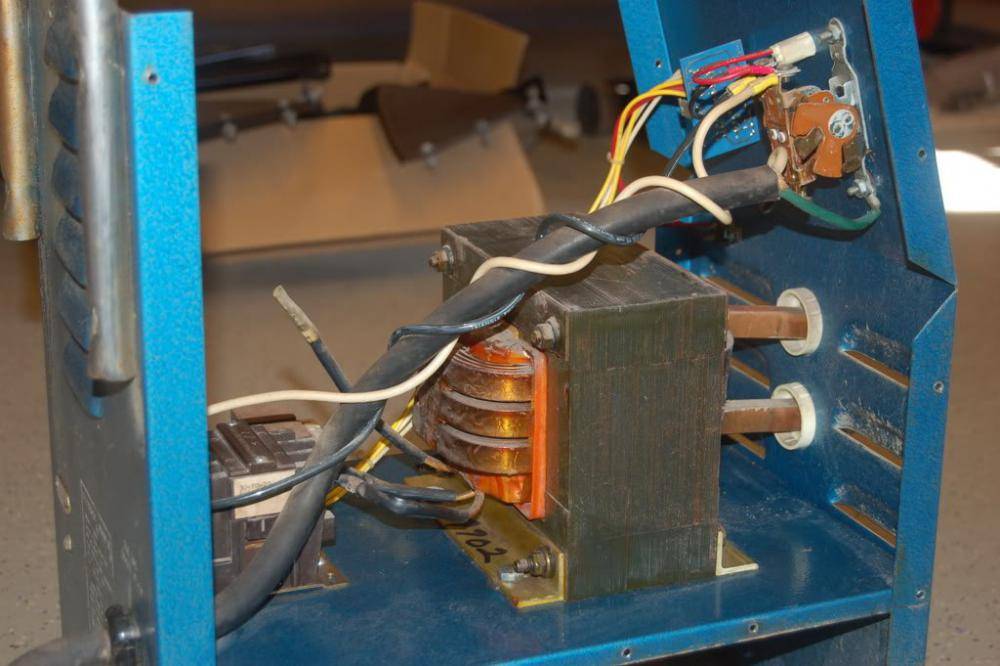
Основные элементы конструкции самодельного сварочного полуавтомата, отличающиеся большими размерами и массой – это дроссель и трансформатор. Рекомендуется их размещать по краям (симметрично друг другу) или по центру. То есть их масса не должна перетягивать аппарат в одну из сторон. К примеру, работать с установкой, подвешенной на ремне через плечо сварщика достаточно неудобно, когда она постоянно будет сползать в одном направлении.
После того как все детали из сварочного инвертора расставлены по своим местам, необходимо определиться с параметрами днища для агрегата, вырезать из подручного материала, который обязательно должен быть неэлектропроводящий. Чаще всего для этих целей применяется стеклотекстолит, гетинакс. Если же данного материала нет, тогда подойдет обычная древесина, предварительно обработанная влагостойкими, противопожарными растворами. Крайний вариант даже отличается некоторыми достоинствами.
Компонентами крепежа обычно являются шурупы, что упрощает, удешевляет сборку изделия.
Органы управления самодельной точечной сваркой
Управление аппаратом точечной сварки (особенно сделанного из микроволновки своими руками) не отличается особенной сложностью. Для этого вполне достаточно двух элементов: рычага и выключателя. Сила сжатия между электродами, за которую отвечает рычаг, должна обеспечивать в точке выполнения сварки надежный контакт соединяемых деталей. Чтобы выполнить эти важные требования, рычажные механизмы таких аппаратов можно дополнить винтовыми элементами, которые обеспечивают еще более значительную силу сжатия. Естественно, такой элемент устройства для точечной сварки должен обладать очень высокой надежностью.
Конструкция рычагов незамысловата. Удобства добавит простая резинка, установленная над верхним рычагом
На серьезном производственном оборудовании, которое используется для соединения листов стали значительной толщины, устанавливают элементы сжатия, создающие давление от 50 до 1000 кг – в зависимости от необходимости. А на аппаратах точечной сварки, применяемых для нерегулярных и несложных работ в домашней мастерской, вполне достаточно того, чтобы такой механизм создавал давление до 30 кг. Для удобства и простоты работы на аппарате точечной сварки его прижимной рычаг делают более длинным, это также позволит увеличить силу сжатия до необходимого значения.
Для самодельного домашнего устройства вполне достаточно рычага, длина которого будет составлять 60 см. При помощи такого рычага можно увеличить прилагаемое усилие в 10 раз. Соответственно, если вы будете давить на рычаг с усилием 3 кг, то электроды и соединяемые детали будут сжиматься силой 30 кг. Чтобы такой рычаг при надавливании не сдвигал с места сам аппарат, основание оборудования необходимо надежно зафиксировать на поверхности рабочего стола при помощи струбцины.
Аппарат точечной сварки, сделанный своими руками, в работе
Выключатель, отвечающий в устройстве за подачу тока к сварочным электродам, подключают к цепи первичной обмотки трансформатора, сила тока в которой значительно меньше, чем во вторичной. Если подключить выключатель ко вторичной обмотке, то он создаст дополнительное сопротивление, а его контакты под воздействием сильного тока намертво приварятся.
Если в качестве прижимного механизма применяется рычаг, то выключатель лучше расположить прямо на нем, тогда вторая рука будет свободной (ее можно использовать для поддержки свариваемых деталей).
Особенности работы на самодельном оборудовании для точечной сварки заключаются в том, что подавать ток на электроды следует только тогда, когда они находятся в сжатом состоянии. В противном случае вы столкнетесь с интенсивным искрением электродов и, как следствие, с их активным подгоранием. Получить первоначальный опыт по работе на таком устройстве можно при помощи обучающего видео.









Электроды оборудования для точечной сварки активно нагреваются в процессе работы. Кроме того, интенсивному нагреву подвержены трансформатор и токопроводящие элементы такого устройства. Чтобы избежать слишком сильного нагрева, который может привести к выходу оборудования для точечной сварки из строя, следует предусмотреть простейшую систему охлаждения. Для этого часто используют обычный вентилятор. Можно также делать перерывы в работе, необходимые для охлаждения элементов аппарата.
Время выдержки электродов под током в сжатом состоянии в процессе выполнения сварки можно контролировать визуально, ориентируясь на цвет точки в месте соединения, либо использовать для этого специальное реле.
Трудно переоценить важность и необходимость аппарата для выполнения точечной сварки в домашних условиях. Таким способом можно соединить прутья забора, изготовить клетку для домашнего животного, присоединить держатель к поварешке
Сварочное оборудование промышленного производства имеет высокую цену. Хороший выход — изготовить точечную сварку из микроволновки своими руками.
Виды и характеристики сварочного трансформатора
 Назначение сварочного трансформатора во многом определяет его конструкцию:
Назначение сварочного трансформатора во многом определяет его конструкцию:
- Мощность сварочного трансформатора промышленных моделей достаточна для обеспечения нескольких рабочих мест, это многопостные приборы со сложным устройством.
- В быту используются однопостные модели.
Разделение по фазовому регулированию:
- Однофазные модели работают только при напряжении 220В. Силы тока на выходе подобных устройств достаточно для бытовых нужд.
- Трехфазные сварочные трансформаторы работают при напряжении в сети 380В, они дают на выходе большую силу тока, позволяющую сваривать металл большей толщины. Существуют модели, которые рассчитаны на работу как при напряжении 220В, так и при напряжении 380В.
По конструкции устройства выделяют:
- Модели с номинальным магнитным рассеиванием. Они состоят из двух частей: трансформатора и дросселя для регулировки напряжения.
- Изделия с увеличенным магнитным рассеиванием имеют более сложную конструкцию из нескольких подвижных обмоток, конденсатора или импульсного стабилизатора и других элементов.
- Тиристорные модели – сравнительно новый тип подобных устройств. Они состоят из силового трансформатора и тиристорного фазорегулятора. Тиристорные модели имеют меньший вес по сравнению с другими типами.
Принцип действия
 Принцип действия сварочного трансформатора универсален, но сложность конструкции и требования к характеристикам устройства зависят от назначения конкретного прибора.
Принцип действия сварочного трансформатора универсален, но сложность конструкции и требования к характеристикам устройства зависят от назначения конкретного прибора.
Трансформатор для точечной сварки должен выдавать на выходе ток силой в 5-10 кА у маломощных моделей и до 500 кА – у мощных моделей, поэтому вторичная обмотка выполняется в одним виток.
Трансформатор для контактной сварки должен обладать высоким коэффициентов преобразования, а прерывающие устройства – надежностью и довольно сложным устройством, в противном случае качество сварки будет страдать.
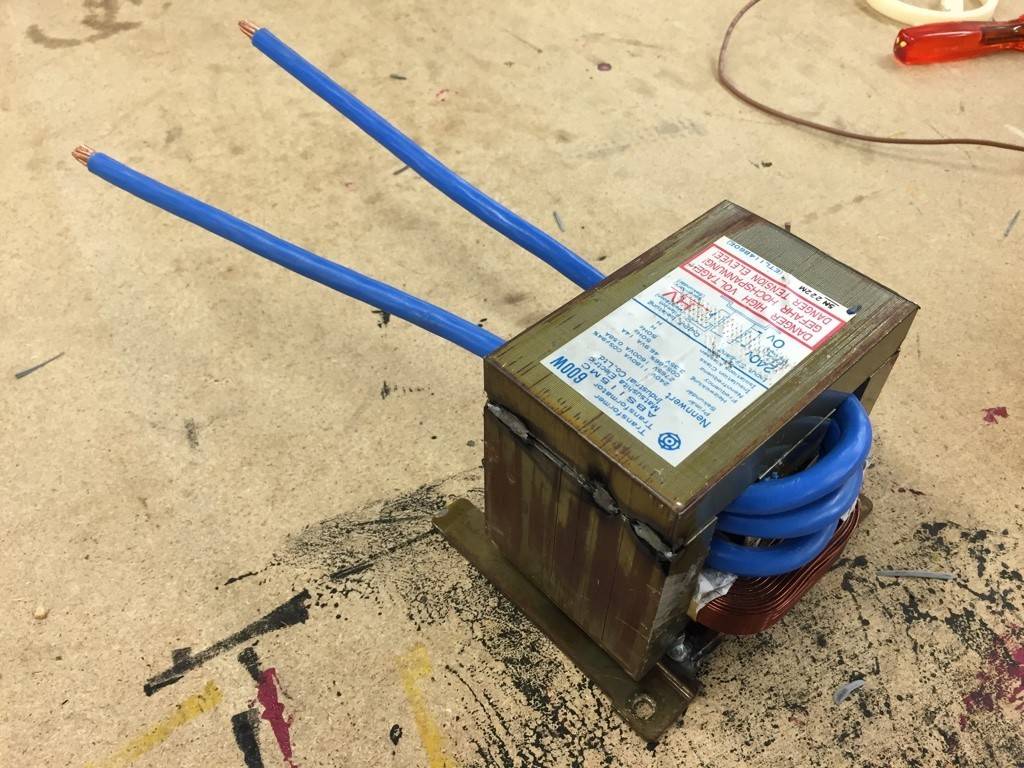
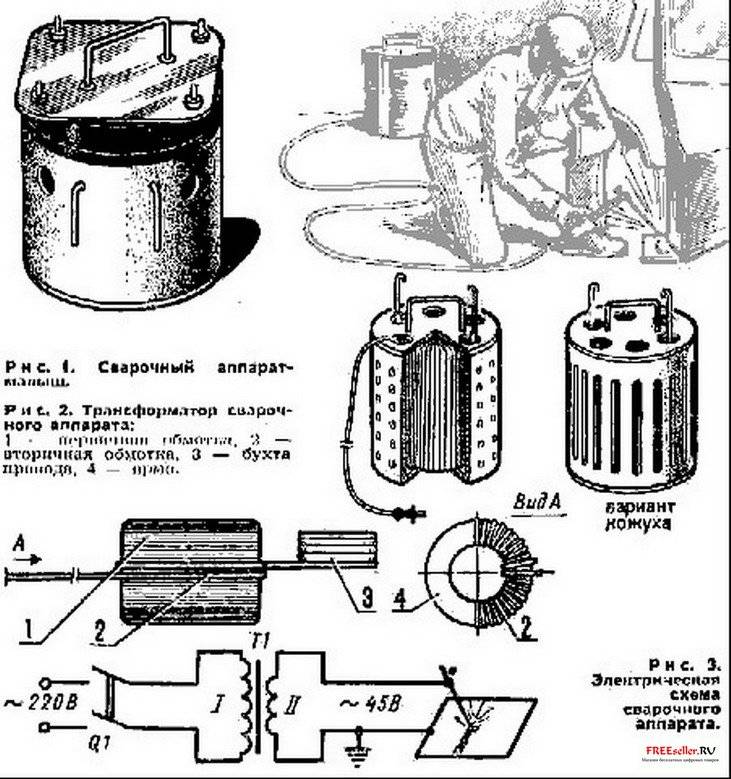
Трансформатор для сварки проводов, напротив, представляет собой очень компактное и дешевое устройство, заменяющее дорогой сварочный инвертор. Требования к характеристикам будут не самыми жесткими: номинальное напряжение около 9-40В. Подобное устройство может собрать даже любитель.
При изготовлении и покупке такого прибора следует обращать внимание на базовые характеристики:
- Напряжение сети – от него зависит количество фаз, в которых работает прибор.
- Номинальный сварочный ток – у бытовых моделей он находится около отметки 100А, профессиональные изделия могут давать до 1000А.
- Широкие пределы регулирования сварочного тока позволяют использовать электроды разного диаметра. Для бытовых моделей характеры значения около 50-200А.
- Номинальное рабочее напряжение – напряжение на выходе из устройства. Для дуговой сварки достаточно 30-70В.
- Номинальный режим работы определяет, сколько прибор может проработать непрерывно.
- Напряжение холостого хода – важная характеристика для дуговой сварки. По правилам безопасности она не может превышать 80В, но чем ближе напряжение холостого хода к этой границе, тем проще вызвать дугу.
- Потребляемая мощность и мощность на выходе позволяют рассчитать КПД устройства. Чем он выше, тем эффективнее работает прибор.
Итог
Ошибочно считать, что созданный самостоятельно аппарат не позволит вам эффективно выполнять необходимую работу. Самодельным устройством с легкой схемой сборки можно сваривать элементы при помощи электрода в диаметре до 5 миллиметров и длиной дуги до 10 миллиметров.








После того, как самодельное оборудование будет включено в цепь, необходимо выставить автоматический режим с конкретным значением силы тока. Напряжение в проводе может быть около 100 вольт, что свидетельствует о каких-либо неполадках.
Чтобы устранить проблему надо найти схему сварочного инвертора, разобрать его и проверить насколько правильно он был собран.
Благодаря такому самодельному аппарату сварщик не только может сваривать однородный, темный металл, но также цветной и различные сплавы. Собирая такое устройство, необходимо помимо основ электроники, также иметь свободный период времени, чтобы осуществить задуманное.
Сварочный процесс при помощи инвертора – это нужная вещь в доме каждого мужчины для любых бытовых и промышленных целей.





