Для чего нужны наконечники для проводов
При использовании гибких многожильных или многопроволочных проводов или кабелей сделать соединение непросто. Например, надо вставить многожильный провод в винтовой зажим. Как ни старайся, часть проводков вылазит из-под винта. Удача, если есть прижимная пластина — с ней проще. Но даже если удастся заправить все проводки, под давлением винта со временем некоторые могут обломиться. Даже не так. Они обязательно обломаются. Площадь контакта при этом уменьшится. Ни к чему хорошему это не приведет.
Один из примеров того для чего нужны наконечники на гибкие провода
Электрики старой школы для решения проблемы используют лужение. Провода обрабатываются канифолью и заливаются припоем. Вроде, хороший способ. Все провода «держатся» в кучке, имеют хороший контакт. Но припой имеет низкую температуру плавления, при нагреве он растекается и это может стать причиной повреждения. А греться соединение может сильно. Так что лужение тоже не самый лучший вариант.
Для решения проблемы используют наконечники для проводов. Их делают из хорошо проводящих ток металлов — меди и алюминия, реже — из латуни. Держатся кабельные наконечники за счет силы упругости. Их делают немного больше по размеру чем кабель/провод, а потом обжимают. Процесс называют «оконечивание» или «обжим». Любой гибкий провод с наконечником на конце намного проще соединять. Надо только подобрать тип наконечника. Его подбирают под тип крепежа.
Технология оконцевания
Самостоятельно оконцевать провод либо кабель специальным инструментом не представит сложностей. Нужно всего лишь взять подходящий наконечник, надеть до упора на жилу и обжать прессом. При этом количество точек опрессовки зависит от конструкции обжимного инструмента. Если опрессовка производится с помощью матрицы с точечным контактом – прожимайте наконечники в 2 и более местах, распределенных по длине. Если опрессуемая часть наконечника сопоставима с шириной вдавливания после опрессовки – то достаточно одной точки. Гильзы обжимают не меньше чем двумя вдавливаниями, по одному с каждой стороны для удержания каждого из проводников. Вообще количество точек опрессовки зависит от ширины «губок» матрицы обжимного инструмента.
Это нужно для лучшего контакта, минимального переходного сопротивления и механической прочности. Простыми словами – в этом случае у вас не выскочит проводник из наконечника или гильзы.
Обращайте внимания на рекомендации, приведенные в инструкции или приложении к кримперу (обжимке, пресс-клещам), относительно работы с наконечниками разных диаметров или сечений.
Правила и технология оконцевания и опрессовки жил описана в следующих документах:
- ВСН 139-80
- И1.09-10
Помимо этого следует отметить важное требование — для обжима алюминиевого проводника нужно дополнительно использовать кварце-вазелиновую смазку, которая предотвращает образование оксидной пленки, ухудшающей контакт

В домашних условиях не всегда разумно покупать дорогостоящий инструмент для опрессовки, поэтому существуют и альтернативные варианты. К примеру, существует специальный инструмент для снятия изоляции с проводов и кабелей – стриппер, конструкция которого может включать в себя пресс, как показано на фото.



Также можно обойтись без так называемых клещей — вручную расплющить втулку молотком либо пассатижами, но в этом случае гарантия хорошего контакта отсутствует, поэтому лучше все же растратиться хотя бы на стриппер для надежного оконцевания жил, а еще лучше кримпер (специальная обжимка). О том, как пользоваться стриппером, мы рассказывали в отдельной статье.
Обращаем Ваше внимание на то, что если Вы решили оконцевать одножильный проводник с помощью клещей, необходимо правильно подобрать обжимную матрицу. При неправильном подборе существует большая вероятность испортить гильзу или наконечник, просто порвав его металл
Помимо этого существуют специальные наконечники под пайку. В этом случае оконцевание жил провода либо силового кабеля происходит в два этапа:
- Жила, зачищенная до металлического блеска и обработанная нейтральным припоем, до упора вставляется в наконечник.
- Через специальное отверстие заливается припой.
Что такое оконцевание
Оконцевание проводов — это один из максимально простых и надежных способов подключения проводов к клеммным колодкам, автоматическим выключателям и прочему электротехническому оборудованию. Данный тип соединения распространен в бытовых и промышленных сетях. Это обусловлено преимуществами, которых позволяет добиться оконцевание:
- надежное контактное пятно;
- удобство монтажа;
- низкое переходное сопротивление соединения;
- общая эстетичность проводки.
 Силовые кабели с наконечниками
Силовые кабели с наконечниками
Главное преимущество оконцевания жил кабелей — это низкое переходное сопротивление полученного контакта. Если его не использовать, то провод не сможет должным образом прижаться винтом к шине клеммника. Это приведет к слишком высокому сопротивлению контакта. Плохое соединение начнет греться или вовсе отгорит.








 Обжимка многожильного провода
Обжимка многожильного провода
Для чего нужны наконечники для проводов под опрессовку и области применения
Использование кабельных наконечников значительно увеличивает качество работы электрика, а также облегчает процедуру соединения кабелей. С помощью наконечников и гильз осуществляется оконцовка кабелей для их прочной фиксации. Используя алюминиевые, медные и комбинированные наконечники, можно проводить объединение источников электроэнергии и разных установок.
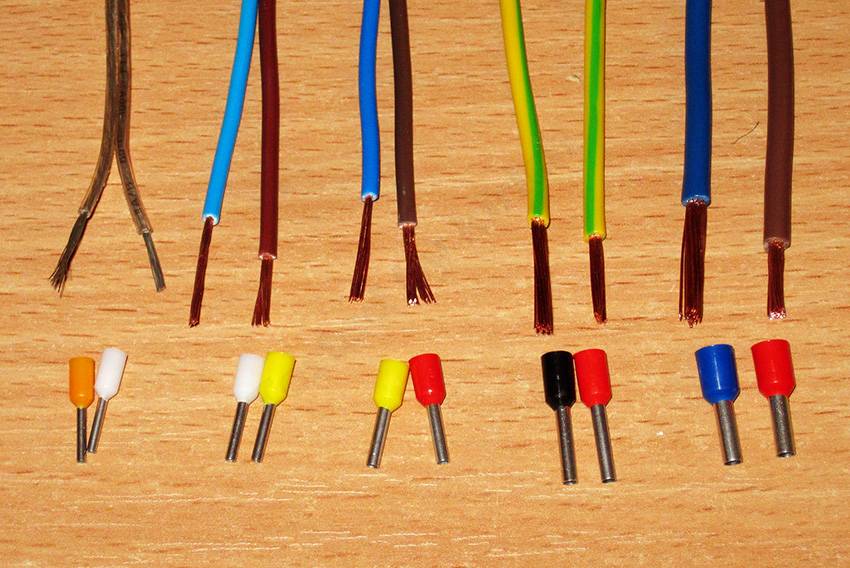
Наконечник и зачищенный от изоляции провод
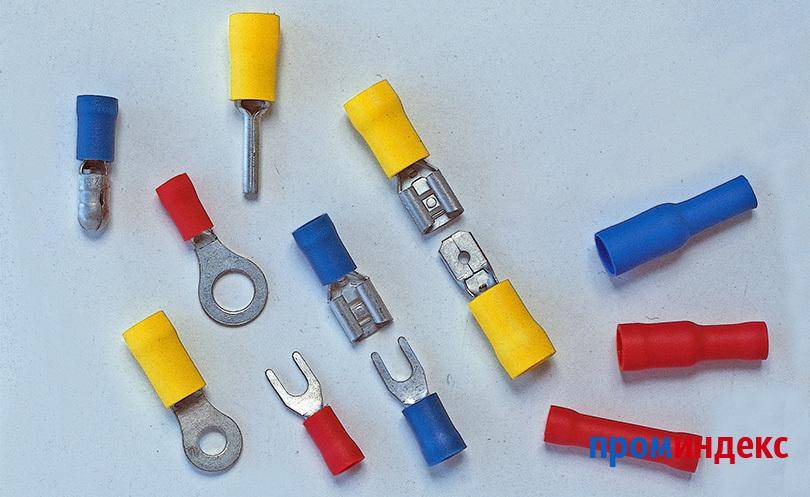
Наконечники представляют собой универсальное средство. На современном рынке их предлагается огромный ассортимент, из которого можно выбрать необходимый вариант для определенного типа монтажных работ.
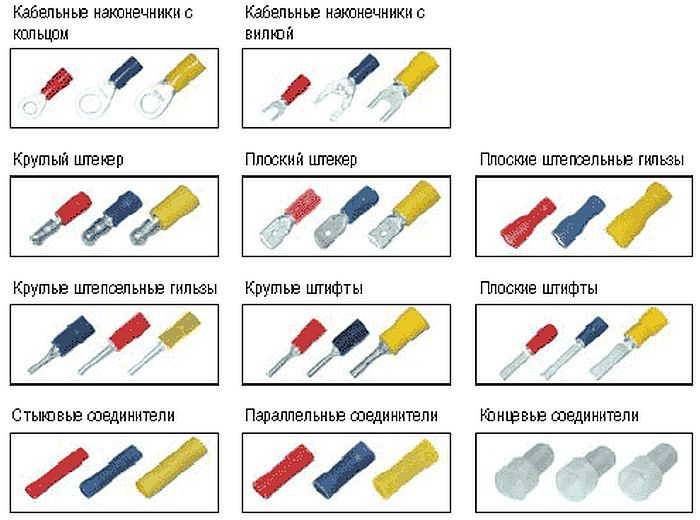
Разные типы наконечников
Чтобы можно было подобрать наконечник под определенное сечение, еще на производстве его маркируют. Если размеры будут выбраны правильно, то опрессовка наконечников кабеля получится максимально надежной.
Нюансы работы с НШВИ
Если используется многожильный кабель, то рекомендуется купить наконечник НШВИ. Этот вид не используется для оконцовки провода с одной жилой.
Опрессовка многожильного кабеля выполняется следующим образом:
- необходимо выбрать сечение провода и марку наконечника. Жилы должны входить свободно со стороны юбки;
- тип наконечника следует подобрать с некоторым запасом. Провод с сечением 1,25 мм опрессовывается наконечником от 1,5 кв. мм, а сечение юбки составляет до 2,5 кв. мм.
Вариант НШВИ
Необходимые инструменты
Опрессовка осуществляется специальным инструментом, который позволяет создать необходимое усилие. Пользуются популярностью следующие инструменты:
- пресс клещи для опрессовки наконечников ПК2 и ПК2М применяются для оконцевания жил с сечением до 10 кв. мм;
- инструмент марки ПК1 и ПК1М является более мощным вариантом ручных клещей;
- гидравлические клещи позволяют выполнить опрессовку провода до 10 кв. мм;
- в промышленном производстве используется ручной пресс. Он подходит для проводов до 240 кв. мм;
- гидравлический пресс с электроприводом применяется для кабеля до 300 кв. мм.
Разновидности инструментов
Пресс-клещи с шарнирами усиливают нажим инструмента, что позволяет облегчить процесс ручного обжима. Особым удобством отличаются приспособления с храповым механизмом. Они предотвращают разжимание инструмента до завершения процедуры.
Как обжать провод без инструментов можно посмотреть в данном видеролике:
Гильзы для проводов под опрессовку
Не во всех устройствах или приборах применяются кабельные наконечники — существует еще оконцовка гильзой. Для кабелей с жилами из меди применяются гильзы с маркировкой ГМЛ, что означает медная луженая гильза. Для проводов из алюминия подходит марка ГАО. Это гильза закрытого типа из алюминия. Если требуется выполнить соединение с соединением элементов меди и алюминия, то применяется сплав.
Гильзы для опрессовки
Подготовка к опрессовке
Прежде чем наконечник надеть на жилу, необходимо выполнить определенную подготовку:
- очистите необходимый промежуток провода от изоляции. Для этого можно использовать специальный инструмент;
- жилы скрутите рукой и поместите их в наконечник со стороны юбки.
Важно правильно выбрать сечение жилы, что обеспечить легкий вход в гильзу наконечника
Зачистка проводов
Как обжать провод
После подбора подходящих наконечников и проводов понадобится специальный инструмент. Пресс-клещи напоминают пассатижи, в конце которых есть специальная матрица, куда устанавливаются наконечники и не изолированный участок кабеля
Это приспособление позволяет обеспечить давление наконечника равномерно со всех сторон. Особое внимание стоит уделить типу кабеля, который бывает многожильным или с монолитной жилой
Опрессовка многожильных проводов
Обжим одинарного наконечника
Чтобы сделать качественный обжим рекомендуется соблюдать следующие рекомендации:
- чтобы жилы не выпали из гнезда, проводник следует фиксировать при размещении в матрице инструмента;
- опрессовка выполняется клещами до тех пор, пока не подключится храп механизм, позволяющий блокировать инструмент от разжима;
- если фиксация проводится ручным способом, то контроль производится потягиванием руки. Если обжим качественный, то установка будет плотной без перемещений;
- можно применять инструмент двухконтурного обжима. Оконцовка выполняется с помощью сжимания изолятора и втулки в гнездах с разным диаметром;
- в завершение нужно проверить прочность контакта, немного натягивая элементы.
Обжим одинарного провода
Обжим двойного наконечника
Подключение двух проводников фазе осуществляется на одном контакте. При установке модульных автоматов они соединяются при помощи специальных перемычек. На один контакт приходится пара кабелей.










В этом случае рекомендуется применять НШВИ для двух проводов. Вот некоторые особенности монтажа:
- внутрь манжета устанавливается сразу два провода;
- выполнять обжим лучше пресс-клещами. При опрессовке двойного наконечника лучше использовать матрицу с сечением 6 кв. мм.
Обжим наконечников силового кабеля
Для опрессовки силового кабеля рекомендуется использовать луженый медный наконечник, который защищен от окисления. При отрезке кабеля край может распушиться и станет больше, чем остальная жила. В этом случае край можно снять на точиле. Кабель следует разворачивать так, чтобы круг убирал лишнее вдоль жилок, но не загибал их.
Не стоит использовать для обжима метод пайки, так как на проводах нельзя применять контакт, выполненный только чистым оловом.
Обжим силового кабеля
Где применяют наконечники для проводов под опрессовку
Говорить о сферах применения наконечников для проводов под обжим можно бесконечно. Чтобы не загружать читателя лишней информацией, рассмотрим только основные:
- на производстве. Ни одно соединение силовых линий между собой или с электрооборудованием не обходится без опрессовки наконечников кабеля. Этим обеспечивается плотный контакт и, как следствие, надежная работа электроприборов и оборудования. Форма и размер таких элементов подбираются по сечению жил и материалу изготовления;
 Главное достоинство таких соединений – надежность
Главное достоинство таких соединений – надежность
бытовая сфера. Домашний мастер редко задумывается о пользе наконечников, а зря. Если разобрать любой бытовой прибор увидим, что ни одно соединение без них не обходится. В быту применяются отличающиеся от промышленных элементы. Но выполняют они ту же функцию: плотный контакт, нет нагрева и необходимости периодической подтяжки клемм.
Зависимость оконцевания от материала жилы
Токоведущие жилы проводов производятся из алюминия и меди. Для алюминия характерны такие недостатки:
- мгновенно окисляется, контактируя с воздухом, что приводит к ухудшению контакта в месте подсоединения провода к устройству;
- при прохождении тока проводник уменьшается в сечении, это ведет к ослаблению подсоединения;
- плохой контакт приводит к повышению температуры токопроводящей жилы, металл разрушается.
Медные проводники не имеют таких недостатков. Надежность соединения в данном случае зависит от качества оконцевания.
Способы оконцевания проводников
Оконцевание жил проводов и кабелей можно проводить несколькими способами, которые выбираются в зависимости от требуемой надежности соединения, простоты технологии, понятий экономичности. Это может быть опрессовка, пайка, сварка, механические зажимы.
Опрессовка
Применяется как для медных, так и для алюминиевых проводов. Однако опрессовка алюминиевой жилы имеет свои особенности: для избежания окисления области контакта покрывают специальной кварцево-вазелиновой пастой. При чем это необходимо делать не только во время формирования контакта, но и в процессе эксплуатации. Кварцем разрушается окисление при опрессовке, а вазелин предохраняет проводник в период работы.
Сам процесс опрессовки достаточно прост: берется наконечник, надевается на жилу и обжимается. Число прижимов варьируется. Выполняют несколько опрессовок, это способствует большей надежности контакта, снижению переходного сопротивления и повышению механической прочности. Нужно учесть, что перед началом процесса контактная поверхность должна быть чистой. Необходимо удалить всю изоляцию, грязь с наконечников и зачистить внутреннюю область до появления металлического блеска.
Ассортимент наконечников широк. Они различны для алюминиевых и медных жил, для одножильных и многожильных кабелей. Маркируются по ГОСТ и имеют свое назначение, условия эксплуатации. Выбирая наконечник, необходимо знать сечение токоведущей жилы.
Инструменты для опрессовки отличаются по размеру сечения провода. Они бывают двух типов: пресс-клещи (кримперы) (для сечения до 10 квадратных мм) и матричные прессы гидравлические (до 1000 квадратных мм).
Пайка
Способ применяется в основном для медных токоведущих жил с использованием специальных наконечников для пайки. Для провода сечением до 10 квадратных мм можно применить обычный паяльник, в случаях с большей толщиной используется газовая или бензиновая горелка.
Процесс оконцевания пайкой осуществляется в два этапа: жила зачищается до металлического блеска и обрабатывается нейтральным припоем, затем вставляется до упора в наконечник, после чего через особое отверстие заливают припой.
Сварка
Для оконцевания алюминиевых проводников с сечением от 240 квадратных мм применяют газовую, электрическую или термитную сварку. Сварочные работы проводят только с торцов жил в немного наклонном или вертикальном положении. Сам процесс выполняется в специальных формах. Чтобы предотвратить вытекание алюминия, места, где выходит провод, уплотняются асбестом.
Защита алюминия от окисления в процессе сварки и очистка свариваемых жил от оксидной пленки происходит с применением особых флюсов. По окончанию области оконцевания и подсоединения очищают, моют бензином, накладывают влагостойкий лак и применяют изоляционную ленту или пластмассовые колпачки.
Механические зажимы
При подсоединении однопроволочных алюминиевых жил, имеющих сечение 2,5-10 квадратных мм, и медных (с сечением 0,75–10 кв. мм) применяют такой способ оконцевания, как изгиб в кольцо. При этом внутренний диаметр такого кольца должен быть немного больше диаметра зажимного винта. Процесс выполняется круглогубцами. Для многопроволочных проводников осуществляется их предварительное обжатие, затем скручивание в кольцо, при этом должен быть заход на прямой участок жилы, которая зачищена от изоляции. После этого происходит облуживание припоем. Чтобы жила не выдавливалась из-под винта, пользуются фасонными шайбами или применяют опрессовку с помощью кольцевого наконечника.










Также одножильные и многожильные провода, сечение которых до 6 мм кв., можно подсоединять без скрутки в кольцо. Для этого используют специально предназначенные для такого соединения выводы, исключающие выдавливание жил.
На выбор метода оконцевания проводников влияют различные факторы. Основными из них являются типы выводов устройств и приборов, зажимов и других контактов, к которым будет подсоединяться провод. Также способ зависит от материала и размера сечения токопроводящей жилы.
Выбор способа изготовления наконечников
При выборе метода изготовления изделий, производители придерживаются таких правил:
- Для мелкосерийного производства можно использовать метод холодной штамповки.
- Для серийного изготовления — литье в кокиль.
- Для крупносерийного производства, применяется штамповка из медных трубок. В этом случае, расход металла минимальный, а использование автоматических линий позволяет сделать процесс изготовления достаточно быстрым.
Технология изготовления наконечников штамповкой из листа
Несмотря на трудоемкость изготовления детали, и достаточно большой отход металла, такое производство наконечника кабельного достаточно распространенное.
Оптимальный вариант технологии получения детали состоит в следующем:
- Подготавливается медный лист толщиной 2 мм.
- Резка листа на полосы. Их ширина зависит от способа штамповки и размеров наконечника. При этом к оптимальным размерам детали прибавляются припуски для вырубки детали на штампе. Процесс может выполняться несколькими способами:
- Лазерной резкой, как на фото.
Лазерная резка металла
- Резкой металла роликами.
Порезка металлического листа роликами
- Рубка на гильотине. Это наиболее распространенный способ.
Рубка листового металла на полосы
Далее полоса поступает на участок штамповки. Где на комбинированном штампе вырубается наконечник по контуру и пробивается отверстие.
Совмещенный штамп для вырубки по контуру и пробивки отверстия
В гибочном штампе формируется поверхность контакта детали с проводами.
Подгибка рабочей части наконечника
Обжимка рабочей части получения готовой детали.
Наконечники после холодной штамповки
Штамповка из трубок
Станок для производства кабельных наконечников
Если компания выпускает большое количество одинаковых деталей, устанавливается комплексное автоматизированное оборудование.
При этом в него входят штампы для:
- Формовки концевой части наконечника.
- Пробивки отверстия.
- Отрезки готовых деталей.
Изготовление наконечников кабельных в небольших объемах, можно выполнять по такой технологии:
- Порезка проката на мерные заготовки для удобства работы, примерно длиной по 2,5 – 3 метра.
- Резка заготовок для изготовления двух деталей.
- Сплющивание концов заготовок.
- Пробивка отверстий.
- Разрезка деталей.
Литье и ковка наконечников
Кабельный силовой наконечник отличается от обычных деталей большими размерами. Для их штамповки понадобится изготовление крупногабаритных штампов, устанавливаемых на пресс с большими усилиями. Поэтому лучший выход – использование ковки или литья в кокиль.
Инструкция по ковке деталей:
Отрезается круглый пруток нужной длины, с учетом удобной работы с заготовкой клещами.
Станок для резки прутка
- Заготовки поступают в печь, нагретую до определенной температуры, выдерживается нужный промежуток времени. Температура и время зависят от размеров заготовки и материала.
- Раскаленная деталь вытаскивается щипцами из печи, и поступает на наковальню пресса. При небольших партиях, детали можно обрабатывать на жестком столе молотком вручную.
- Подготовленная заготовка остывает.
- Сверлится отверстие в ушке детали.
- Высверливается внутренняя полость в наконечнике для кабеля.
Как правильно изготовить наконечник кабельный медный любым способом, подробно показывает видео.
Каким бы методом не изготавливался наконечник кабеля — главное, чтобы после опрессовки им концов проводов, соединение было надежным и прочным.
Для чего нужна оконцовка
Опасность кроется в чрезмерном перегреве места соединения. Без оконцевания контакт получится ненадежным. Такое соединение начнет нагреваться и покрываться слоем окисла. Образовавшийся оксид еще сильнее повысит переходное сопротивление. В точке соединения начнет выделяться все большое количество теплоты. Процесс подобен наращиванию снежного кома. Но итог один — соединение отгорит.










И хорошо, если проводник просто отвалится с положенного места и на этом все закончится. В некоторых случаях изоляция кабеля может воспламениться от перегрева и привести к пожару. А отвалившийся провод способен коснуться заземленного корпуса установки или электрощита и спровоцировать короткое замыкание.
Инструмент для опрессовки
На специальных производствах электромонтажники выполняют опрессовку проводов при помощи специальных станков, которые укомплектовываются матрицами для обжима тех или иных коннекторов. Для домашнего использования больше подойдут ручные клещи и зажимы.
Принцип их действия напоминает станочный пресс, но все работы производятся вручную. Для этого достаточно положить наконечник для кабеля в специальное отверстие инструмента, направить жилы провода в коннектор и приложить максимум усилий при нажатии на рукоятку.
Выбор спецоборудования напрямую зависит от кабельного сечения. Наиболее часто используются следующие инструменты:
- Прессы в виде клещей типа ПК2 и ПК2М для ручного обжима наконечников. Применяются такие устройства для опрессовывания многожильных кабелей с сечением до 10 мм2.
- Зажимы-клещи марки ПК1 и ПК1М, отличающиеся от предыдущих моделей усиленным инструментом с удлиненными ручками для оконцевания жил проводов с сечением до 50 мм2.
- Гидравлические ручные «крокодилы», позволяющие без усилий обжимать жилы до 10 мм2.
- Промышленные опрессовочные инструменты для проводов с большим сечением (до 240 мм2).
- Прессы с гидравликой, электрическим приводом или ножной педалью, предназначенные для обжима кабелей до 300 мм2.
Ручные гидравлические клещи для удобства можно устанавливать и фиксировать на углу или крае стола, тогда процесс опрессовки будет упрощен, ведь не нужно будет сжимать обе рукоятки инструмента. Достаточно нажать на верхнюю ручку с полной силой. Однако если переусердствовать с силой нажатия, опрессовочный прибор может выйти их строя.
Итак, как правильно обжимать провода наконечниками
Кроме подбора необходимых проводов и наконечников для выполнения данной задачи потребуется специальный инструмент, который называется «кримпер» или же пресс-клещи.
Внешне инструмент очень напоминает пассатижи, на концах которого установлена специальная матрица, в которую вставляются наконечники и не изолированная часть кабеля.
Данный инструмент призван обеспечить равномерное усилие наконечника вокруг провода, исключая плохой контакт при обжимке кабеля. Кроме того существуют универсальные инструменты, позволяющие не только выполнить обжим, но и разрезать кабель, снять с него изоляцию и скрутить жилу.
Особое внимание следует обратить на тип кабеля, в бытовых условиях силовой кабель может быть двух типов:
- с монолитной жилой;
- многожильный.
При обжиме провода с монолитной жилой достаточно снять слой изоляции с небольшим запасом (до 0.3–0.5 см), (с помощью инструмента или же используя нож для снятия изоляции), затем выпрямить и обезжирить участок, с которым будет проводиться работа, после чего следует надеть на шнур термоизоляционную трубку.
Затем, выбираем на инструменте (перемычкой в матрице) определенное сечение и тип наконечника. После проведения вышеперечисленных манипуляций надо вставить подготовленный конец провода в наконечник, предварительно убедившись в отсутствии трещин в нем.
Установите рычаг блокировки храпового механизма. Невыполнение данное пункта грозит некачественным обжимом наконечника и, соответственно, плохим качеством соединения.
Заключительная часть обжима инструментом провода с монолитной жилой:
- убеждаемся в правильности соединения;
- вставляем наконечник до конца в устройство так, чтобы цифры с маркировкой матрицы выбились на лицевой или тыльной сторонах наконечника;
- до конца утапливаем оголенный участок провода в наконечник;
- прилагая усилие нажимаем на рукоятки кримпера;
- как только операция будет выполнена рукоятки автоматически начнут возвращаться в исходное положение (для этого необходимо перевести рычаг блокировки храповика в состояние «заблокировано»);
- оконцевание шнура выполнено, заключительным шагом будет надевание термоусадочной оплетки на место соединения и прогрев её специальным феном или же зажигалкой.
Если рукоятки не возвращаются в изначальное положение, то данная проблема может быть вызвана из-за следующих проблем:
- слишком слабое сжатие ручек инструмента;
- неисправность храпового механизма;
- «слабая» пружина в храповике;
- не до конца установлен рычажок блокировки храповика.
Если же предстоит оконцевать многожильные провода, то вышеуказанную методику применять не стоит, так как имеет множество нюансов.
Поэтому провода с большим количеством жил обжимаются по следующей инструкции:
- снять часть изоляции с провода (с небольшим запасом до 0.3–0.5 см), крайне желательно при удалении изоляции пользоваться специальным инструментом, позволяющим снять оплетку и не повредить жилы кабеля, но при отсутствии такого инструмента допускается использовать острый нож (при снятии изоляции следует убедиться в том, что не были затронуты жилы провода);
- надеть на шнур небольшой кусок термоизоляционной оплетки;
- после чего оголенный участок необходимо обезжирить спиртом и нанести специальную электропроводную пасту (самыми распространенными вариантами являются составы типа «КВТ» и «ЭПС»).
После вышеперечисленных манипуляций обработку кабеля можно считать законченной.
выставляем в матрице устройства необходимое сечение и тип наконечника;
устанавливаем наконечник до конца в устройство так, чтобы цифры с маркировкой матрицы находились на лицевой или тыльной сторонах наконечника;
расправленные жилы кабеля заправляем в наконечник до упора (Внимание! Скручивать жилы кабеля запрещается);
прилагая усилие нажимаем на рукоятки кримпера;
обжатие многожильного провода выполнено, теперь возвращаем заранее надетую на шнур термоусадку на место соединения и прогреваем её строительным феном, паяльником или турбозажигалкой;
после выполнения операции рукоятки должны вернуться в стандартное (разжатое положение), если этого не произошло, то причиной тому могут быть проблемы, описанные выше.
Штифтовые втулочные изолированные (НШВИ)
Цельный элемент представляет собой медную втулку, в которую вставляется и зажимается край кабеля. В результате все жилы образуют прочное соединение, объединенное в один цельный элемент.









С внешней стороны втулки установлена изолированная манжета. Она изготавливается из полиамида и плотно контактирует с родной изоляцией кабеля. Место, в котором кончается снятая изоляция, наиболее подвержено излому, но использование такого наконечника практически полностью исключает его появление.
Крепление осуществляется стандартным винтовым соединением. После установки медной втулки кабель будет фиксироваться очень прочно. В результате мы получаем минимальное сопротивление, долговечность и безопасность соединения.
Заключение
Несмотря на то, что электромонтаж можно произвести и без материалов, о которых сегодня шла речь, обжимка проводов повышает качество соединений и добавляет безопасности. А значит не стоит экономить на приобретении подобных изделий и игнорировать их использование.
Надеемся, что сегодняшняя информация была полезна читателю. Мы будем рады ответить на возникшие вопросы в обсуждении ниже. Пишите, спрашивайте или делитесь собственным опытом использования наконечников для кабелей в процессе электромонтажных работ.
Напоследок предлагаем к просмотру интересное и поучительное видео по теме:





