Медные наконечники
Наиболее прочной деталью считается та, которая изготовлена из меди. Более дешевым вариантом является латунный наконечник. Многие, кто покупал эти детали, наверняка сталкивались с большим количеством цифр на упаковке. Чаще всего цифры обозначают:
- сечение провода;
- диаметр контактного стержня;
- внутренний диаметр хвостовика.
Есть еще несколько видов наконечников, и чтобы разобраться, что они из себя представляют необходимо разбираться в маркировке:
- Маркировка «ТА» обозначает, что изготовление детали происходило из трубчатого алюминия.
- «СИП» обозначает, что наконечник является изолированным самонесущим соединителем с кольцевой пластиной.
- Штыревой втулочный элемент обозначаются, как «НШВИ».
- Наиболее распространенной маркировкой считается обозначение «ТМЛ-10». Цифра обозначает диаметр провода, а также диаметр контактного стержня.
Способы установки
Кабельные наконечники крепятся на проводах разными способами. Чаще всего их установка осуществляется посредством сварки, спаивания либо опрессовки. Также для этой цели могут применяться специальные установочные болты.
Метод опрессовывания требует наличия специального инструмента (пресса), который может управляться вручную, механическим или гидравлическим способом либо при помощи насоса. Для монтажа бытового контакта подойдёт ручной механизм — стриппер — либо обжимные клещи. Вручную несложно закрепить наконечник на медном или алюминиевом кабеле, используемом при создании заземления или разводки, при подключении бытовых электрических приборов.

Опрессовывание силового кабеля требует наличия более мощного пресса и может быть проведено тремя способами. Металлическую жилу вводят в трубчатую хвостовую часть наконечника и сжимают в матрице при помощи пуансона. В отдельных местах, где зубцы пуансона вдавливаются сильнее всего, обеспечивается наилучшее соединение наконечника с жилой.
При сплошном обжатии гарантируется одинаковое давление по всей длине наконечника. При этом достигается полный электрический контакт между элементами. Для улучшенного соединения трубчатой части с кабелем прибегают к комбинированному обжатию, которое в условиях сплошного опрессовывания обеспечивает дополнительное сдавливание в месте вхождения зубцов.
 Оборудование для опрессовывания наконечников может различаться по типу разводного ключа либо по диаметру отверстия. Стандартным принято считать отверстие размером от 0,25 до 1 миллиметра.
Оборудование для опрессовывания наконечников может различаться по типу разводного ключа либо по диаметру отверстия. Стандартным принято считать отверстие размером от 0,25 до 1 миллиметра.
Создание надёжного контакта с помощью паяльника происходит в несколько этапов. Сначала зачищенный до блеска и обработанный нейтральным припоем кабель до упора вставляется в соединитель, затем через специальное отверстие вливается припой.
В процессе установки кабельного наконечника с использованием установочных винтов размер их головок контролируется автоматически внутри опрессовывающего аппарата. Болты до упора вкручиваются в отверстие соединителя, затем их головка срывается. Таким образом обеспечивается надёжный и необратимый контакт.
Преимущество болтовых соединений заключается в том, что они также могут быть проведены без использования пресса с помощью гаечного ключа. Размер присоединяемого кабеля при этом может быть в несколько раз меньше максимального диаметра, который предусмотрен производителем для трубчатой части наконечника.
Особенности крепления
Существует несколько распространенных способов крепления фиксатора на кабель. Все они различаются по сложности, качеству соединения и необходимости применения дополнительного оборудования. Оконечники устанавливают на провод при помощи следующих методов:
- Опрессовка — зажимание специальными клещами наконечника со вставленным в него кабелем.
- Закрепление с использованием болта или винта. Такая фиксация возможна только в специальных изделиях, предназначенных для этого. В них имеется отверстие в комплекте с болтом. Провод вставляется в наконечник до упора, и подходящий по размеру болт полностью закручивается. При условии качественного выполнения работ соединение довольно крепкое.
- Сварка.
- Пайка.
Самым простым способом является опрессовка, однако при отсутствии пресс-клещей и необходимости опрессовать силовой кабель этот метод будет представлять большую сложность. Поэтому можно воспользоваться пайкой или, если есть возможность, винтовым соединением. В промышленных условиях для опрессовки применяют механический или гидравлический пресс.
Распространенные ошибки во время установки соединительных муфт
Загрязненные поверхности
Установка соединительного элемента на кабель зачастую проводится в условиях траншей или котлованов, где достаточно тяжело следить за чистотой рабочего пространства. Однако во время работы с муфтами следует использовать дополнительные защитные средства в виде пленок. Требуется следить за чистотой и инструментов и расходных материалов, а также вовремя удалять загрязнения.
Нарушение технологии монтажа соединителей
Габариты соединительных трубок и проводов должны соответствовать требованиям завода-производителя. В противном случае со временем могут появиться некоторые дефекты. Их необходимо заблаговременно обнаружить и затереть напильником, после чего обработать площадь шлифовальным кругом. Также шлифовке нужно подвергнуть выступающие элементы крепежных деталей. После завершения данных работ следует тщательно убрать образовавшиеся опилки.
Неравномерность толщины изоляции манжеты
Данная проблема может возникнуть во время усадки рукава с толстыми стенками методом термоусадки. Во избежание этого необходимо равномерно разогреть всю обрабатываемую площадь. В некоторых случаях сделать это невозможно из-за условий работы.
Применение согнутого отражателя из жести дает возможность равномерно распределить тепло по всей поверхности для обеспечения одинакового прогрева клеевого состава, который присутствует в герметике, и его равномерного распределения.
Установленная соединительная муфта
Нарушенная герметичность муфт
У деталей, которые устанавливаются на высоковольтные силовые линии, имеется три герметичных пояса:
- межфазный пояс;
- внутренний (в корпусе);
- на внешней поверхности соединения.
Для усадки внешних герметичных поясов используются дополнительные герметизующие средства для обработки стыков. После термической обработки клеевой состав должен выступать за края стыка и создать своеобразный барьер для предотвращения попадания вредных веществ.
Если вещество не выступило, значит, была допущена ошибка во время данного процесса. Также перед тем, как начать работы по укладке собранного соединения в почву необходимо провести тщательную ревизию для обнаружения возможных дефектов. Если вы обнаружили повреждения изоляционного слоя, необходимо монтировать ремонтный рукав с клеевым основанием.
Воздушные массы в муфтах
Каждая полость между элементами муфты должна быть заполнена герметизующим материалом. Если в корпусе муфты образуется воздушная масса, то несомненно начнется процесс образования ионов.
Если подвести итог, то соединительные элементы для силовых линий должны устанавливаться согласно строгим рекомендациям и с соблюдением определенных правил. Все действия должны проводить специалисты, поскольку данные операции требуют высокой квалификации и наличия приличного багажа опыта. Самостоятельно делать это не рекомендуется.
Вернуться к содержанию
Оконцевание жил проводов и кабелей пайкой
Ещё нужно помнить, что в случае если у вас не оказалось под рукой нужного пресса или наконечников для оконцевания многопроволочного медного кабеля, то вам на помощь придёт старый добрый дедовский метод лужения жил. Вам понадобится паяльник, припой, канифоль, и конечно же точка подключения на 220 В (в простонародье розетка, да и вряд ли вы найдёте паяльник на 380 В).
Итак, вооружившись данным инструментом вам необходимо зачистить жилу, в зависимости от места, к которому будет подключена жила (двигатель, кабельная скрутка или автоматический выключатель), на разную длину.
Например, при подключении двигателя вам необходимо изготовить «кольцо» соответственно зачистить жилы в зависимости от размера клеммника (который зависит в свою очередь от мощности подключаемого электроприбора на 20-30 мм. При соединении нескольких жил с последующим скручиванием вам лучше зачистить на 25-35 мм в зависимости от сечения жилы. При подключении автомата прямой отрезок на 10-15 мм. Для зачистки жил от изоляции советую пользоваться инструментом типа КСИ (клещи для снятия изоляции) или как его сейчас ещё называют стриппер.
В случае при скручивании жил не обязательно пользоваться пайкой, так как на сегодняшний день существуют пружинные зажимы типа СИЗ (соединительный изолированный зажим) и они позволяют осуществить электромонтаж проводки наиболее быстро и не менее качественно, чем при использовании пайки. В случае применения СИЗов вам не придется использовать изоленту или термоусаживаемую трубку для изоляции ваших скруток.










Так например, если взять кабель с алюминиевыми жилами и подключить электрический обогреватель, то через какое-то время изоляция кабеля расплавится, а жила превратится в нечто похожее на старый фарфор, который треснет в любой момент. Это произойдёт из-за того что соединение не обеспечивает надёжный электрический контакт и не имеет механической прочности. А при опрессовке, сварке, или пайке концов проводов или кабелей по технологии описанной выше вопросов связанных с оконцеванием не возникнет и пожара можно избежать.

Подводя итоги хочу сказать, что если вы собрались делать ремонт и менять электропроводку то используйте медный кабель с однопроволочными жилами. Если вам нужно подключить двигатель мостового крана или экскаватора то используйте гибкие кабели и опрессовывайте их соответствующими наконечниками. Инструмент типа пресс-клещи и клещи для снятия изоляции помогут оголить жилы, подготовить их к опрессовке.
Когда размеры жилы более 16 мм2, используйте соответствующие матрицы гидравлического пресса. Если вы не доверяете производителю кабеля или наконечников, то обязательно делайте надпил напильником или надфилем, чтобы убедиться что это действительно медный кабель или наконечник, а также не забывайте, что качественные наконечники обязательно покрыты специальным слоем олова, которые защищают материал жилы от окисления.
Такие наконечники прослужат вам дольше и, соответственно, вы будете уверены в надёжном контакте соединения. Качественные наконечники выполнены по ГОСТу, менее надёжные изделия для оконцевания изготавливают по ТУ.
И в заключении, пользуясь соответствующим инструментом, имеющим сертификат производителя, а не пассатижами и ножом, как это делают не квалифицированные «специалисты» вы повышаете шанс сделать свою работу качественно надёжно и быстро.
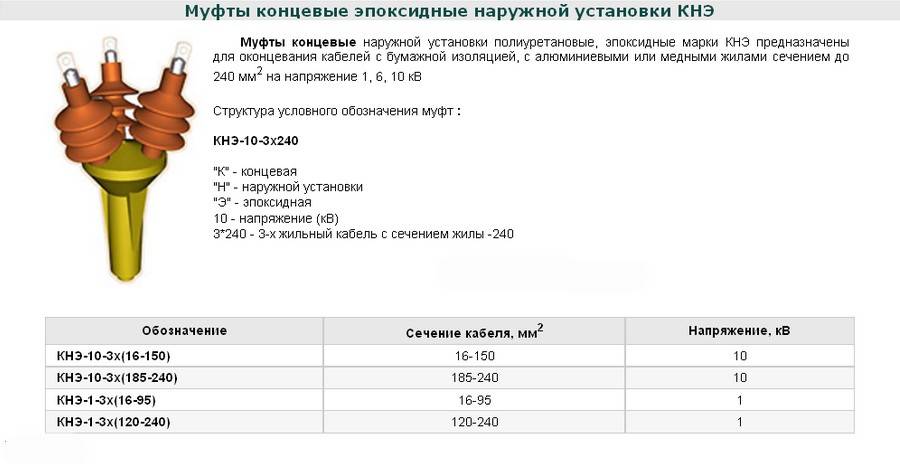
Виды концевых муфт
В зависимости от способа монтажа, концевые муфты могут быть внутренними и наружными, которые изготавливаются согласно всем нормам и правилам ГОСТ и могут быть установлены как внутри помещения, так и за его пределами, в условиях повышенной влажности. Особенность конструкций наружных концевых муфт заключается в применении специального герметического компонента, обеспечивающего прекрасную герметизацию и исключающего возможность пробоя, дополнительно на внутреннюю поверхность термоусаживаемых компонентов наносится слой термоплавкого клея.
В зависимости от максимальной мощности, концевые муфты могут быть:
- До 1 кВт, предназначенные для оконцевания как одножильных, так и многожильных электрических кабелей, где изоляция может быть изготовлена из пластика или из бумажной масляной пропитки, где может присутствовать или полностью отсутствовать броня, рассчитанная на напряжение не более 1 Квт, а также с допустимым температурным режимом в диапазоне от «минус» 50 до «плюс» 50 градусов. Данные муфты можно применять в помещениях любой влажности и на улице. Данный тип концевых муфт применим для телефонных кабелей с максимальной нагрузкой давления масла до 120 КПа;
- До 5 кВт предназначенные для оконцевания многожильных электросиловых кабелей, где изоляция может быть из пластика или с бумажной масленой пропиткой, с броней или без брони на напряжение до 5 Квт, с температурой эксплуатации в диапазоне от «минус» 50 до «плюс» 50 градусов, с возможностью монтажа, как во влажных помещениях, так и на открытом воздухе, с максимальной нагрузкой давления масла до 150 КПа;
- До 10 кВт, предназначенные для высоковольтных многожильных электрических кабелей, где в качестве изоляции выступает изоляция из сшитого полиэтилена или изоляция на основе бумажной масленой пропитки, с броней или без брони, с максимальным напряжением до 10 кВт, как для внутренней, так и наружной установки, с максимальным давлением масла до 330 КПа, максимальной температурой эксплуатации до «плюс» 180 градусов. Применятся для магистральных линий электропередач.
Стоимость изделия определяется массой технических характеристик и параметров, основными из которых являются:
- из какого материала изготовлена муфта,
- сложность модификации,
- максимальное напряжение,
- вид изоляционного покрытия кабеля,
- вариант оконцевания кабеля.
Как опрессовать втулочные наконечники НШВИ?
Перед обжатием выполняется зачистка провода с помощью съемщика изоляции, специального ножа или стриппера. Первый вариант наиболее удобен и позволяет быстро избавиться от верхней изоляции без повреждения жил. Зачистка производится четко по длине гильзы, в которую устанавливается проводник.
Как только подготовительные работы выполнены, на изолированную часть надевается гильза. Предварительно выберите наконечник штыревой втулочный (НШВИ) требуемой длины.
При обжатии применяются специальные клещи, о которых упоминалось выше
В процессе выполнения работы важно знать, как использовать пресс-клещи. Если нарушить технологию, качество фиксации оставляет желать лучшего
Чтобы избежать ошибок, последовательность должна быть такой:
Введение зачищенного края в гильзу;
Установка наконечника в паз инструмента
Важно проследить, чтобы изолированная часть плотно прижималась к корпусу клещей;
Зажатие рукоятки с достаточным усилием, обеспечивающим надежную фиксацию коннектора.

Если сделать все правильно, получается надежное соединение, а сама конструкция является монолитной и крепкой. Принцип обжима с помощью НШВИ-2 аналогичен. Главное — безошибочно подобрать сечение кабеля. Сделать это несложно. Первые цифры показывают сечение, а последующие (указанные через дефис) — показывают длину рабочей части.

Оптимальным инструментом для обжима в соотношении «цена-качество» считается WS-04A, о котором упоминалось ранее. Его особенность заключается в наличии нижних зубцов, обеспечивающих надежную опрессовку изделия. Благодаря пазу, обеспечивается плотное сжатие коннектора и невозможность его снятия.
В процессе монтажа НШВИ учтите один нюанс — используйте сечение на шаг ниже. Что это значит?
К примеру, если для кросс-модуля указано допустимое сечение многожильного провода, равное 16 кв. мм., после обжима 16-миллимитерового аналога с помощью НШВИ, конструкция в разъем не влезет. Здесь стоит использовать кабель на 10 кв. мм.
Не менее удобным считается инструмент ПКВк-10, но он применяется для более мелких сечений. После обжима коннектор имеет прямоугольную, а не трапециевидную (как в прошлом случае) форму.
ПОПУЛЯРНОЕ У ЧИТАТЕЛЕЙ: Оказание помощи при ударе электрическим током
Плюсы инструмента — надежность и удобство пользования, но даже с ним бывают «проколы» в виде некачественного обжима (этот нюанс стоит контролировать при выполнении работы).
Виды
Существует два вида приспособления. Первый вид — это кабельные наконечники, не имеющие покрытия, а вторые — это наконечники, имеющие луженое покрытие.
Луженые наконечники ТМЛ считаются лучшим видом, чем те, что не имеют покрытия. Они более практичны в применении, так как создают достаточную защиту от коррозии, что, в свою очередь, сильно увеличивает срок эксплуатации приспособления. Кроме этого луженый контакт проявляет устойчивость к таким видам кислот, как серная, азотная и соляная. Еще одним плюсом стало и то, что такие наконечники ТМЛ не боятся воздействия влаги, воздуха, а также любых других агрессивных проявлений окружающей среды. Стоит сказать, что из-за такого покрытия электропроводимость приспособления все же снижается, однако и те показатели, которые имеются, считаются стабильными и приемлемыми для эксплуатации.



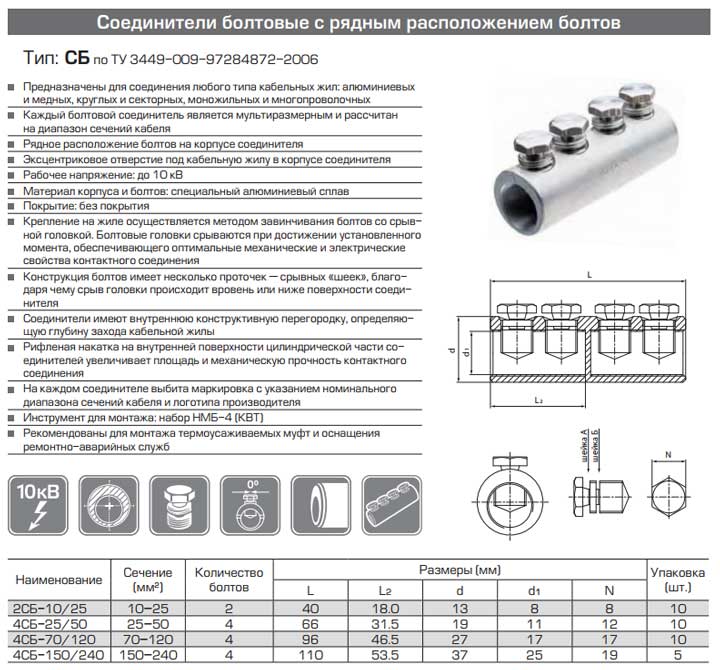




Преимущества болтовых наконечников и соединителей «КВТ»
- Корпуса наконечников и соединителей «КВТ» изготовлены из специального алюминиевого сплава, обладающего высокой электрической проводимостью и коррозионной стойкостью. Тщательно подобранные режимы термообработки обеспечивают необходимую прочность конструкции и резьбовых соединений.
- Внутренняя поверхность цилиндрической части наконечников и соединителей «КВТ» имеет специальный зубчатый рельеф. Рифленая накатка увеличивает площадь контакта с кабельной жилой и обеспечивает высокую механическую прочность контактного соединения. При монтаже алюминиевых кабелей зубчатая поверхность врезается в алюминиевую жилу, разрушая оксидный слой.
- Болты «КВТ» имеют многоуровневую конструкцию. Наличие не одной, а нескольких срывных шеек с предустановленными моментами обеспечивает срыв болта вровень или ниже поверхности корпуса вне зависимости от сечения монтируемого кабеля. Таким образом, монтажник избавлен от необходимости осуществлять трудоемкую операцию зашлифовки выступающих сорванных болтов после монтажа.
- Число и диаметр срывных болтов на наконечниках и соединителях «КВТ» рассчитаны исходя из оптимальных прочностных и электрических характеристик контактных соединений. С увеличением монтажных сечений кабеля возрастает количество и диаметр крепежных болтов. Число болтов на наконечниках и соединителях «КВТ» в диапазонах 25–50, 70-120, 150–240 мм² в два раза превышает количество болтов на дешевых аналогах:
- 2 против 1 — на наконечниках
- 4 против 2 — на соединителях
- Завод «КВТ» производит две линейки болтовых наконечников и соединителей: с рядным и угловым расположением болтов. В сравнении с рядным расположением болтов, прижим кабельной жилы болтами с разных сторон под углом 50° друг к другу обеспечивает более надежную фиксацию проводника и увеличивает пятно электрического контакта. Лопатка болтовых наконечников «КВТ» смещена относительно центральной оси и расположена ниже цилиндрического корпуса. Специальная конструкция лопатки обеспечивает удобство монтажа к шинам и клеммам оборудования.
- Подошва лопатки имеет специальные рельефные выступы, увеличивающие площадь соприкосновения с шиной и гарантирующие качественный контакт. Сплошная закрытая конструкция наконечников «КВТ» позволяет производить монтаж на кабелях с бумажной маслопропитанной изоляцией. Наконечники имеют компактную конструкцию с плавными обтекаемыми формами, что позволяет использовать их в местах с повышенными требованиями к габаритам изделия — например, в элегазовых ячейках. Конструкцией болтовых соединителей и наконечников предусмотрено подключение любых типов кабельных жил в пределах номинальных диапазонов: круглых и секторных, однопроволочных и многопроволочных.
- Действующая на предприятии система менеджмента качества ISO-9001, автоматизация производственных процессов и наличие испытательной лаборатории обеспечивают неизменно высокое качество болтовых наконечников и соединителей «КВТ».
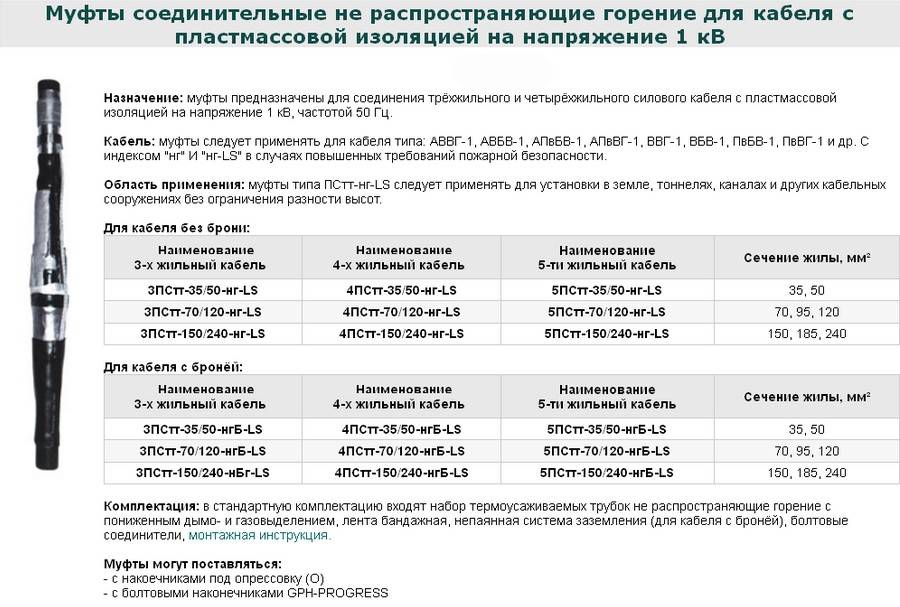
Муфты кабельные термоусаживаемые
На сегодняшний день рынок кабельной арматуры очень насыщен. На нем представлена в широком диапазоне продукция как зарубежных, так и отечественных производителей. Очень широк выбор кабельных муфт. Наиболее удобные и универсальные – муфты кабельные термоусаживаемые. Они обладают высоким качеством и дальнейшей послемонтажной прочностью.
Муфты кабельные термоусаживаемые имеют ряд преимуществ перед другими видами муфт. Возможность создавать муфты кабельные термоусаживаемые с заранее заданными свойствами, такими как электрическая проводимость, устойчивость к воздействиям внешней среды, теплостойкость и т.д.
Муфты кабельные термоусаживаемые могут выполнять не только изоляционные функции, но и антитрекинговые. Кроме того они способны выравнивать напряженность электрического поля, что позволяет решить проблемы, возникающие при разделке кабеля и дальнейшей его эксплуатации.
Основа кабельных термоусаживаемых муфт – высокотехнологичные полимеры, которые обеспечивают долговечность, эластичность и прочность термоусаживаемых муфт.
Читать далее…
Зажим проводов разного сечения в общий наконечник
Наиболее сложная задача при монтаже (особенно для начинающих мастеров) — объединение проводников различного сечения в одном коннекторе. Чтобы избежать проблем, стоит придерживаться следующих правил:
- Провод большего и меньшего сечения отводятся друг от друга. Это удается сделать, благодаря разной изоляции у проводников, а также запаса по диаметру у юбки наконечника. Более тонкое изделие зачищается на большее расстояние, после чего смещается вперед, чтобы оно первым оказывалось в оконцевателе.
- На втором этапе главный провод до упора вставляется в наконечник и производится опрессовка.
По аналогичному принципу стоит действовать и в случае с двойными НШВИ — сначала заводится тонкий проводник, а после вставляются основные провода. Для обжима рекомендуется применять клещи СТК-03. В процессе работ следите, чтобы инструмент не защелкнулся. Для этого при обжиме удерживайте рычаг трещотки.
Правильный подбор наконечников для опрессовки
Перед тем как приступить к работам над опрессовкой, необходимо правильно подобрать наконечник. Эти изделия могут иметь разную толщину гильз или различные диаметры входного отверстия
Чтобы добиться качественного соединения важно, чтобы очищенный от изоляции кабель совпадал с диаметром хвостовой части наконечника

Если наконечник алюминиевый, то изделие необходимо выбирать с таким же сечением, как и у провода. Если материал медь, то можно столкнуться с определенными сложностями.
Здесь возможны следующие решения:
- нужный вариант можно подобрать с помощью таблиц из ГОСТ. В этом случае понадобятся знания о классах гибкости жил;
- измерить диаметр можно штангенциркулем. Затем сравнить его с сечением внутренней части штангенциркулем.

Параметры трубчатых медных наконечников
Материал наконечников и гильз должен совпадать с материалом жилы или провода. В противном случае возникнут коррозийные процессы.
Медные кабельные наконечники и гильзы ПРАЙС-ЛИСТ
Тип: ТМ
Наконечники медные нелуженые (ГОСТ)
Тип: ТМЛ
Наконечники медные луженые (ГОСТ)
Тип: ТМЛ
Наконечники медные луженые (DIN)
Тип: ТМЛс
Наконечники медные луженые «КВТ»
Тип: ТМЛ-У
Наконечники медные с узкой лопаткой
Тип: ТМЛ(2)
Наконечники медные с двумя отверстиями
Тип: ТМЛ(90°)
Наконечники угловые медные луженые
Тип: ТМЛ(45°)
Наконечники угловые медные луженые
Тип: ПМ
Наконечники медные луженые под пайку
Тип: ПГ
Наконечники медные под пайку
Тип: ОГ (ОГУ)
Наконечники медные, глухие, закрепляемые опрессовкой
Тип: НШП
Наконечники медные, штифтовые, под опрессовку (DIN)
Тип: ГМ
Гильзы медные нелуженые
Тип: ГМЛ
Гильзы медные луженые (ГОСТ)
Тип: ГМЛ
Гильзы медные луженые (DIN)