Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:
Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Спаивание компонентов из алюминия
Спаять алюминий в домашних условиях паяльником можно, как при высокой, так и низкой температуре. Но процесс проведения работ в этих случаях несколько отличается.
Пайка алюминия в высокотемпературном режиме
Этот метод применяется для соединения элементов крупного размера. К этой категории относятся алюминиевые детали с толстой стенкой и повышенной массой. В этом случае температура разогрева должна быть в пределах 550-650 °С. В качестве источника тепла следует использовать горелку, работающую на газу.
Пайку нужно проводить после нагрева деталей до нужной температуры, что приведет к плавлению твердого припоя.
Пайка алюминия в низкотемпературном режиме
Такой метод пайки больше подходит для сцепления мелких деталей, алюминиевых проводов, кабелей. В этом случае достаточно температуры 250-450 °С. Для этого режима проведения работ нужно применять жидкие припои.

При низкотемпературном режиме шов получается ровным и аккуратным
Правильная последовательность действий при лужении токопроводящих жил
Процесс лужения проводников рассмотрим на примере использования паяльника, так как данный способ самый распространенный. Далее поэтапно представлен порядок действий:
- Аккуратно снимается слой изоляции в пределах от 10 до 50 мм, чтобы не повредить непосредственно жилы кабеля.
- При наличии лакового покрытия на поверхности проводника, оно удаляется. Это можно сделать с помощью ножика, наждачной бумаги или специальных химических реагентов.
- Выполняется чистка жала паяльника от остатков припоя и прочих компонентов.
- Паяльник подключается к электрической сети и нагревается до рабочей температуры. При наличии трудностей с ее определением, следует попробовать прикоснуться жалом прибора к припою. Он должен мгновенно расплавиться.
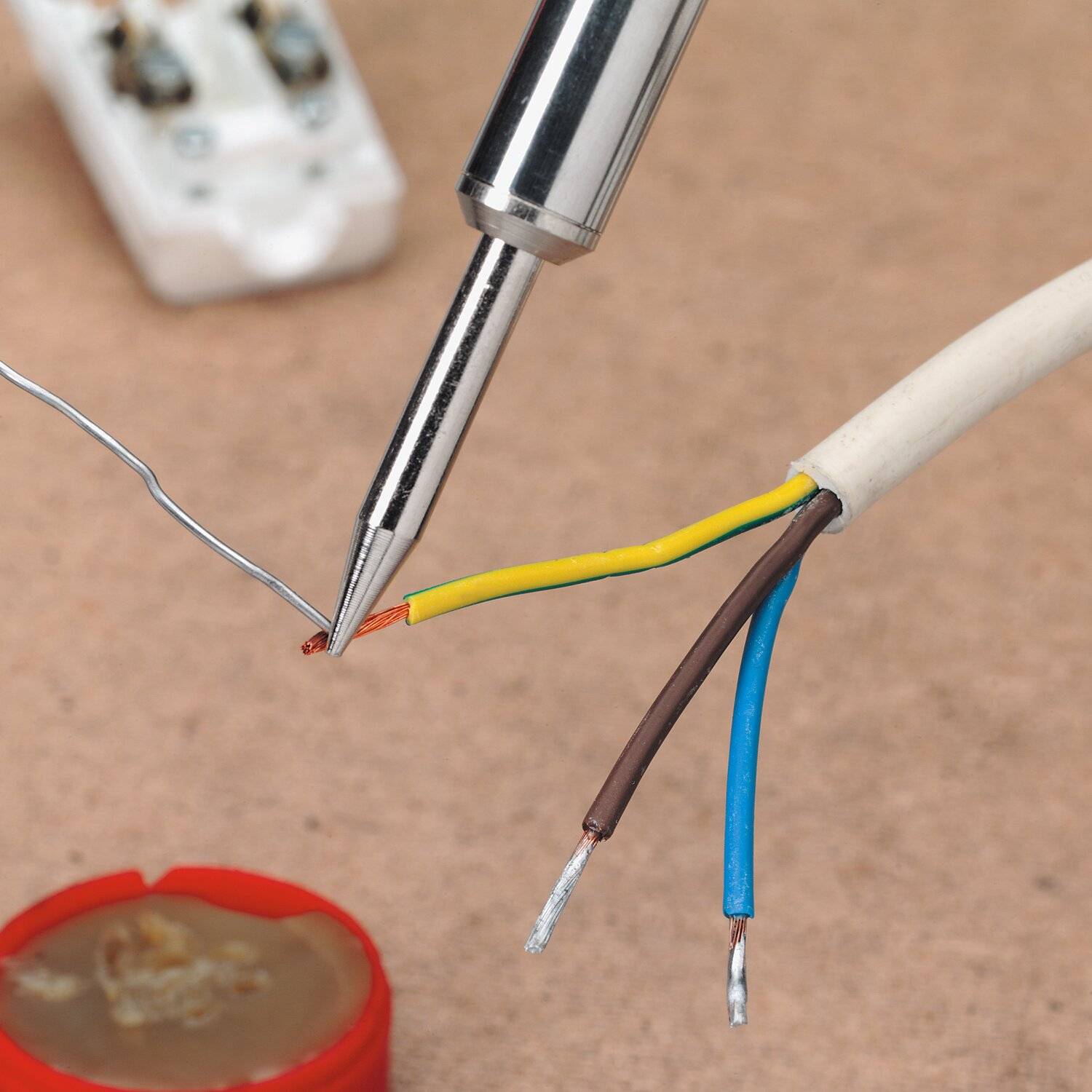
- На данном этапе токопроводящие жилы обрабатываются флюсом, в нашем случае канифолью. С помощью паяльника нужно нагреть зачищенные концы проводника и опустить в баночку с флюсом. После этого дождаться плавления канифоли, и полностью провернуть жилу под жалом паяльника. Технология использования других разновидностей флюсов может разниться;
- Теперь остается облудить проводник припоем (олово). Для начала припой разогревается и набирается на жало паяльника. После этого олово подносится к кончику проводника и равномерно распространяется по всей поверхности. При соблюдении правильной технологии обработки жил флюсом, олово самостоятельно охватит требуемую площадь. Достаточно будет просто провернуть конец проводника у жала паяльника.
- Тщательно осматривается полученный слой припоя на предмет отсутствия сколов, пустот и выпуклостей. Олово должно равномерно лечь на зачищенный край проводника и иметь гладкую поверхность со светлым оттенком.
Пайка
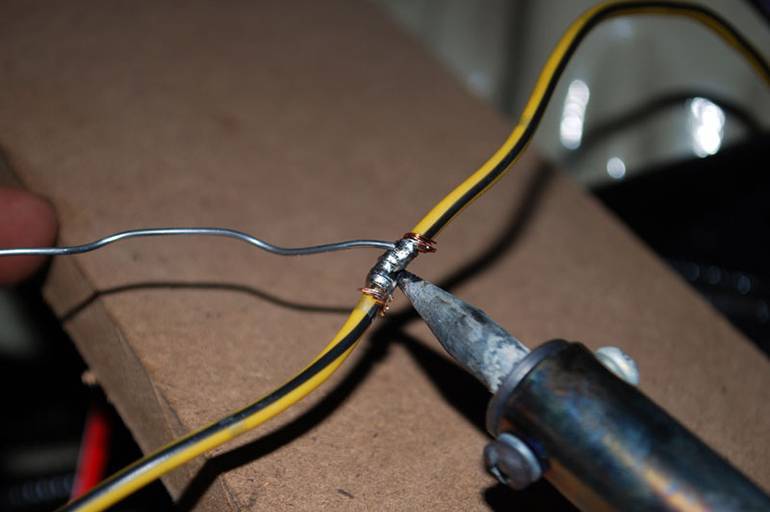
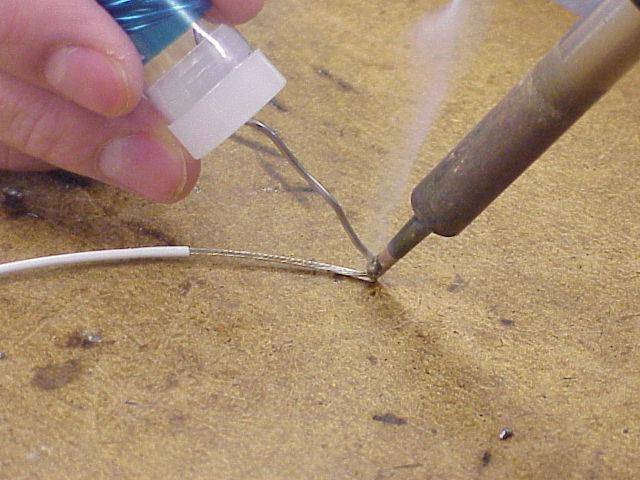
Сначала о технологии пайки. Соединяемые проводники очищаются от изоляции, очищаются от оксидной пленки до чистого металла, скручиваются, потом лудятся. Для этого проводники разогреваются паяльником, прикладываются к канифоли. Она должна покрыть место соединения полностью. Залуженные провода скручивают сначала пальцами, затем дожимают, используя пассатижи. Вместо лужения можно использовать паяльный флюс. Им хорошо смачивают провода, но уже после скрутки.
Затем, собственно, начинается процесс пайки: разогревают паяльником или узкофакельной горелкой место соединения. Когда канифоль или флюс начинают кипеть, берут на жало паяльника некоторую часть припоя, вносят в зону пайки, прижимая жало к проводникам. Припой растекается, заполняя промежутки между проводами, обеспечивая хорошее соединение. При использовании горелки, припой просто вносят понемногу в факел.
Далее, после остывания места пайки, по технологии необходимо смыть остатки флюса (они ускоряют окисление), просушить соединение, покрыть его специальным защитным лаком, после чего изолировать при помощи изоленты и/или термоусадочных трубок.
Теперь о достоинствах и недостатках данного метода соединения проводов. В слаботочных системах пайка — один из самых надежных способов соединения проводов. Но, при разводке электропроводки в доме или квартире, ее критикуют нещадно. Все дело в том, что припой имеет невысокую температуру плавления. При периодическом прохождении через соединение больших токов (бывает, если неправильно подобраны или неисправны защитные автоматы) припой постепенно расплавляется, испаряется. Раз за разом контакт становится все хуже, греется соединение все больше. Если данный процесс не обнаружится, вполне может дело закончится пожаром.
Второй негативный момент — низкая механическая прочность пайки. Дело снова в олове — оно мягкое. Если проводов в паянном соединении много, да если еще они жесткие, при попытке упаковать их, часто проводники вываливаются из пайки — слишком велика сила упругости, которая вырывает их. Потому соединение проводников пайкой при разводке электричества и не рекомендуют использовать: неудобно, долго и рискованно.
Wago
Следующий вид – это клеммники Wago. Они также бывают разных размеров, и под разное количество соединяемых проводов – два, три, пять, восемь.
Ими можно стыковать между собой как моножилы, так и многопроволочные провода.
Для многопроволочных, у зажима должна быть защелка-флажок, которая в открытом состоянии без труда позволяет вставить провод и зажать его внутри после защелкивания.
Эти клеммники в домашней проводке по заявлению производителя спокойно выдерживают нагрузку до 24А (свет, розетки).
Попадаются отдельные компактные экземпляры и на 32А-41А.
Вот наиболее популярные типы зажимов Wago, их маркировка, характеристики и под какое сечение рассчитаны:
Есть еще и промышленная серия под сечения кабелей до 95мм2. Клеммы у них действительно большие, но принцип работы практически такой же, что и у маленьких.
Когда замеряешь нагрузку на таких зажимах, с величиной тока более 200А, и при этом видишь, что ничего не горит и не греется, у многих пропадают сомнения в продукции Wago.
Если у вас зажимы Ваго оригинальные, а не китайская подделка, и при этом линия защищена автоматическим выключателем с правильно подобранной уставкой, то такой вид соединения по праву можно назвать самым простым, современным и удобным в монтаже.
Нарушите какое-либо из вышеприведенных условий и результат будет вполне закономерным.
Поэтому не нужно ставить wago на 24А и при этом защищать такую проводку автоматом на 25А. Контакт в этом случае при перегрузке у вас выгорит.










Всегда правильно подбирайте именно клеммники ваго.
Автоматы, как правило, у вас уже стоят, и защищают они в первую очередь электропроводку, а не нагрузку и конечного потребителя.
ЗВИ
Также есть достаточно старый вид соединения, типа клеммных колодок. ЗВИ – зажим винтовой изолированный.
С виду это очень простое винтовое подключение проводов между собой. Опять же бывает под разные сечения и разнообразных форм.
Вот их технические характеристики (ток, сечение, размеры, крутящий момент винтов):
Однако ЗВИ имеет ряд существенных недостатков, из-за которых его нельзя назвать самым удачным и надежным соединением.
В основном таким способом можно соединить только два провода друг с другом. Если конечно специально не выбирать большие колодки и не пихать туда по несколько жил. Что делать не рекомендуется.
Такое винтовое подключение хорошо подходит для моножил, а вот для многопроволочных гибких проводов – нет.
Для гибких проводов вам придется их прессовать наконечниками НШВИ и нести дополнительные затраты.
В сети можно найти видеоролики, где в качестве эксперимента микроомметром замеряются переходные сопротивления на разных типах соединений.
Удивительно, но наименьшее значение получается у винтовых зажимов.
Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.
Чаще всего приходится паять медные провода, например, на наушниках, при ремонте бытовой техники и т.д.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.
Припои и флюсы для пайки паяльником медных проводов
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).
Удобно пользоваться припоем с канифолью
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:
- Подставка. Может быть она из металла полностью или на деревянной/пластиковой подставке закрепленные металлические держатели для паяльника. Также удобно, если есть небольшая металлическая коробочка для канифоли.
Паять паяльником удобнее с подставкой самодельной и фабричной — не очень важно
Так надо затачивать жало паяльника
Пассатижи — для того чтобы придерживать провода
Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.



![[инструкция] пайка алюминия в домашних условиях](https://ledsshop.ru/wp-content/uploads/8/4/a/84aa261fe3c14b5ff905c5bc96215e00.jpeg)



Припой для пайки алюминия
часто делаются в большей части из алюминия или из цинка. Производители вносят в состав разные добавки, чтобы улучшить свойства припоев: понизить температуру плавления, улучшить прочность, смачиваемость и т.д. Приезжают к нам припои из Франции, Германии и Америки. Про отечественные тоже расскажу.
Припой HTS-2000
Это самый разрекламированный припой. Пайка алюминия с ним очень проста. Посмотрите промо-видео про пайку припоем HTS-2000 от компании New Technology Products (США). Говорят, что он даже лучше и крепче алюминия. Но это не точно.
А вот реальный опыт пайки припоем HTS-2000. Припой прилипает плохо по началу, но потом вроде бы даже взялся. Проверка давлением показала, что место пайки травит. Есть мнение, что HTS-2000 нужно паять только с флюсом. Выводы делайте сами.
Припой Castolin
Припой Castolin 192FBK состоит из алюминия 2% и цинка 97%. 192FBK является практически единственным припоем для спайки алюминия с алюминием в списке предложений французской компании Castolin. Есть еще припой AluFlam190, но он предназначен для капиллярной пайки и не имеет флюса внутри. Также в линейке есть припой Castolin 1827, предназначенный для пайки алюминия с медью при температуре около 280 градусов.
Припой Chemet
Припой Chemet Aluminium 13 применяется для сварки алюминия и его сплавов, с температурой плавления выше 640 градусов. Он состоит из алюминия на 87% и кремния на 13%. Сам припой плавится при температуре около 600 градусов. Стоимость — около 500 руб. за 100 грамм, в которых целых 25 прутков.
Его старший брат Chemet Aluminium 13-UF имеет внутри трубки флюс, но стоит дороже — 700 руб. за 100 грамм и 12 прутков.
Никаких вменяемых видеороликов по пайке этим припоем я не нашел. Конечно этот список припоев не является исчерпывающим. Есть еще Harris-52, Al-220, ПОЦ-80 и др.
Отечественные припои
- . А почему бы нет? Когда я паял алюминиевый радиатор, у меня был под рукой только этот. И держит хорошо уже 5 лет.
- Алюминиевый припой 34А — для пайки газопламенной горелкой, в печи в вакууме или с погружением в расплав солей алюминия и его сплавов, кроме Д16 и содержащих > 3% Mg. Плавится при 525 градусах. Хорошо паяет сплавы алюминия АМц, АМг2, АМ3М. За 100 грамм придется заплатить около 700 руб.
- Припой марки А — изготовлен в соответствии с ТУ 48-21-71-89 и состоит из цинка на 60%, олова на 36% и меди на 2%. Плавится при температуре 425 °С. 1 пруток весит около 145 грамм и стоит где-то 400 руб.
- SUPER A+ применяется с флюсом SUPER FA и изготавливается в Новосибирске. Позиционируется, как аналог HTS-2000. За 100 грамм припоя просят около 800 руб. Отзывов пока нет.
Сравнение припоев для пайки алюминия
В этом ролике Мастер провел сравнение припоя HTS-2000 с Castolin 192fbk и отечественным алюминиевым припоем «Алюминиевый огурец». Огурец практически состоит из алюминия, так что прочность его высока, но паять надо в печке. Отзывы о припое HTS-200 крайне негативные, а Castolin 192fbk хорошо паяет и имеет хорошую смачиваемость при разогреве.
Другой Мастер сравнивал HTS 2000 с флюсом Fontargen F 400M и припой Castolin 192FBK.
Результаты такие:
- HTS 2000 — тягучий припой, приходится прибегать к стальным инструментам для разравнивания припоя по поверхности металла. С флюсом ситуация намного лучше.
- Castolyn 192FBK — высокая текучесть и затекаемость. Маленькие дырочки паяются с ним быстро. Большие дырки им паять тяжело — может провалиться внутрь радиатора.
Неразъемное соединение
заклепочник
Такой способ монтажа выполняется точно также, как и с помощью болта и гайки, но с применением специального инструмента – заклепочника. Принцип работы заклепочника кроется в устройстве заклепки.
Она представляет собой полую алюминиевую трубку с утолщением на одном конце. В заклепку вставлен металлический стержень с головкой. При протягивании стержня через заклепку, он формирует утолщение на другом конце заклепки, одновременно несколько расширяя саму трубку.
При достижении некоего предельного усилия, стержень обламывается, оставляя чистую сформированную заклепку. Если не учитывать стоимость инструмента, то цена отдельной заклепки делает такой вид монтажа самым дешевым после скрутки. Недостаток один – такое соединение одноразовое и неразъемное.
Еще один вариант неразъемных соединений получается при использовании специальных медных луженых соединительных трубок. Такие трубки выпускаются нескольких диаметров под наиболее распространенные диаметры соединяемых проводов.
Зачищенные концы проводов вставляются в противоположные концы трубки и последняя обжимается специальным приспособлением. Вместе со скруткой это самый компактный вид соединения проводников.
Таким способом можно воспользоваться, если только диаметр проводов одинаков и точно соответствует диаметру трубки.
Требуемые инструменты
Работа с проводами – дело несложное, если к нему хорошо подготовиться. Желательно, сделать все заранее, чтобы потом в самый неподходящий момент, не пришлось суетиться. Список инструментов, позволяющих лудить провода или кабель, выглядит следующим образом:
- хорошо заточенный нож;
- медицинский или технический пинцет;
- обычные плоскогубцы;
- паяльник или станция для паяния;
- расходные материалы (флюс, припой).

Вместо ножа сейчас продаются специальные клещи, которые позволяют содрать изоляцию одним движением. Но они не так уж дешево стоят, поэтому многие обходятся ножом или скальпелем.
Все средства и приспособления немудреные, но очень полезные. Под расходными материалами подразумеваются определенный флюсовый состав и припой, подходящий для данного вида проводов.
Газовой горелкой
 Обработка газовой горелкой производится, когда детали находятся в таком положении относительно друг друга, при котором они будут эксплуатироваться. Обработка плавно переходит в сам процесс пайки.
Обработка газовой горелкой производится, когда детали находятся в таком положении относительно друг друга, при котором они будут эксплуатироваться. Обработка плавно переходит в сам процесс пайки.
Происходит это следующим образом:
- горелкой нагреваются поверхности алюминиевых деталей;
- по достижению температуры, при которой металл восстанавливается из оксида, пленка механически счищается;
- под воздействием пламени детали покрываются флюсом, и в зону пайки вносится припой.
Если детали толстые, то кромки их необходимо разделать под углом 45°. Обычно разогрев происходит до температуры плавления олова, когда припой растекается и заполняет желобок скрутки.
Выбор паяльника
Для качественной и комфортной пайки проводки необходимо выбрать подходящий паяльник. Подбор осуществляется исходя из мощности, размера, материала ручки и жала.
Имеющиеся в продаже паяльники не полностью готовы к использованию. Перед применением с ними потребуется провести подготовительные манипуляции. Процесс не занимает больше часа.
Мощность нагревателя
Мощность паяльника выбирается исходя из сечения спаиваемых проводов. Чем оно больше, тем мощнее нужен прибор. Тонкие провода сечением до 2,5 кв. мм успешно паяются паяльником на 25 Вт. Для жил потолще, 2,5-10 кв. мм, потребуется устройство на 40-60 Вт. Самые толстые провода паяются соответствующими паяльниками на сотни ватт.
Паяльники отличаются по типу нагревателя:
- из нихромовой проволоки (самые распространенные);
- с индукционным нагревом;
- паяльники, где жало нагревается проходящим по нему током.
Индукционная паяльная станция
Отличия существуют и с точки зрения эргономики:
- классический с продолговатой ручкой;
- паяльник в форме пистолета (похож на термоклеевой пистолет)
Уход за жалом паяльника
Современные необгораемые жала не нуждаются в заточке и обслуживании. Однако обычные медные приходится подтачивать.









В процессе работы медное жало разогревается до температур от 80 до 450°C. Нагрев приводит к его выгоранию. На кончике жала образуются ямки, кратеры и углубления. Неровности мешают качественной пайке. Поэтому форму жала периодически требуется подправлять напильником. Данная операция нужна не чаще 1 раза в месяц. По правилам безопасности перед заточкой жала паяльник требуется отключить от сети.
Частые подпиливания уменьшают длину жала. Со временем его придется заменить новым. Поэтому жало должно быть сменным и вытаскиваться из паяльника (если модель инструмента позволяет). Во время работы в полости паяльника попадают пары флюса. Они затвердевают и блокируют жало. Поэтому раз в год его рекомендуется извлекать из паяльного аппарата и вытряхивать из электроинструмента гарь от флюса. Если это не делать, то через несколько лет жало прикипит так, что его невозможно станет извлечь.
Выбор температуры пайки
Температура паяльника играет ключевую роль. Слишком холодное жало не способно расплавить припой до требуемой текучести. Он не растечется должным образом по спаиваемым деталям. Перегретое жало также плохо. Флюс будет слишком быстро сгорать и испаряться с места пайки. Характерный признак перегретого паяльника — это чрезмерное дымление канифоли. Раскаленное жало плохо и тем, что оно покрывается слоем окисла, после чего припаять провод не получится.
Паяльник с регулятором мощности
Предварительная обработка
Сложность при пайке заключается в том, что сам алюминий является очень легкоплавким материалом (660 ℃) и при неосторожном нагреве он может расплавиться. Еще одним фактором, затрудняющим пайку алюминиевых проводов, является быстрое окисление на воздухе
Еще одним фактором, затрудняющим пайку алюминиевых проводов, является быстрое окисление на воздухе.
Окисная пленка на поверхности материала надежно защищает алюминий от воздействия всевозможных внешних факторов, но она же препятствует адгезии припоя с материалом, и ее нужно обязательно удалять.
Механически снять пленку оксида в обычных условиях практически невозможно. Материал моментально окисляется и покрывается новой пленкой. Можно механически удалить окисную пленку под слоем масла.
Но масло перед этим нужно прокалить до 200 ℃, чтобы удалить из него активный кислород, который может там присутствовать. Этот способ очень неудобен в домашних условиях и трудоемок.
Поэтому концы алюминиевых проводников необходимо облудить перед пайкой. Использование канифоли или большинства других флюсов не даст результата из-за высокой химической стойкости оксидной пленки. Она не растворяется даже органическими кислотами.
Чтобы облудить провода, необходимо использовать одновременно специальный флюс и механический способ.
Конечно же, делать это надо до того, как провода скручены, иначе механически очистить всю поверхность провода не удастся. Только облуженные концы можно скрутить друг с другом и спаять.





