Самодельный трубогиб для профильной трубы
Авторская история создания самодельного профильного трубогиба.
Скоро весна, скоро грачи и недостроенная теплица вот уже который год ). С самого начала решил делать нормальную теплицу из нормального профиля. Для этого надо гнуть каркас. Можно, конечно, поискать где согнут или вообще купить готовую, но мы не ищем лёгких путей. Будем гнуть сами, а для этого нам надо сделать трубогиб. Он ещё в хозяйстве не раз пригодится …
Итак порывшись в поиске на предмет чертежей или схем изготовления трубогиба своими руками я собрал у себя маленькую коллекцию фоток. Итак начнём сей процесс изготовления с чертежей и фотографий.
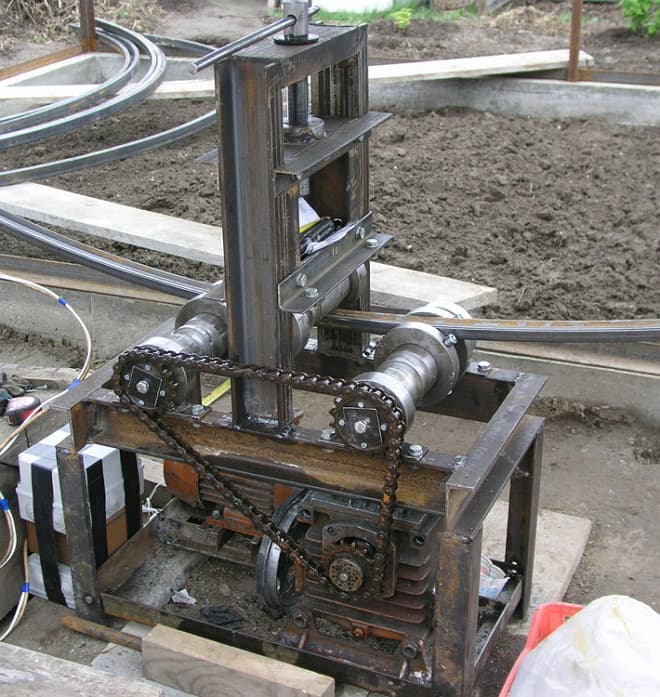
Сам трубогиб:
Немного процесса изготовления:
Ну и когда мы уже имеем представление о конструкции сами чертежи:
Самое важное выточить ролики и обоймы для подшипников. Размеры валов подбираем исходя из наших подшипников и звёздочек. От звёздочек можно вообще отказаться, сделав привод от одного ролика, но по отзывам так может пробуксовывать конструкция. Ещё прижимной винт можно заменить домкратом
В любом случае основное валы
Ещё прижимной винт можно заменить домкратом. В любом случае основное валы.
Ну начнём подбор материалов и корректировку чертежей? Ну а пока можно глянуть на ещё более продвинутый вариант. Валы выточены под пару диаметров круглых труб и под обычную профильную трубу.
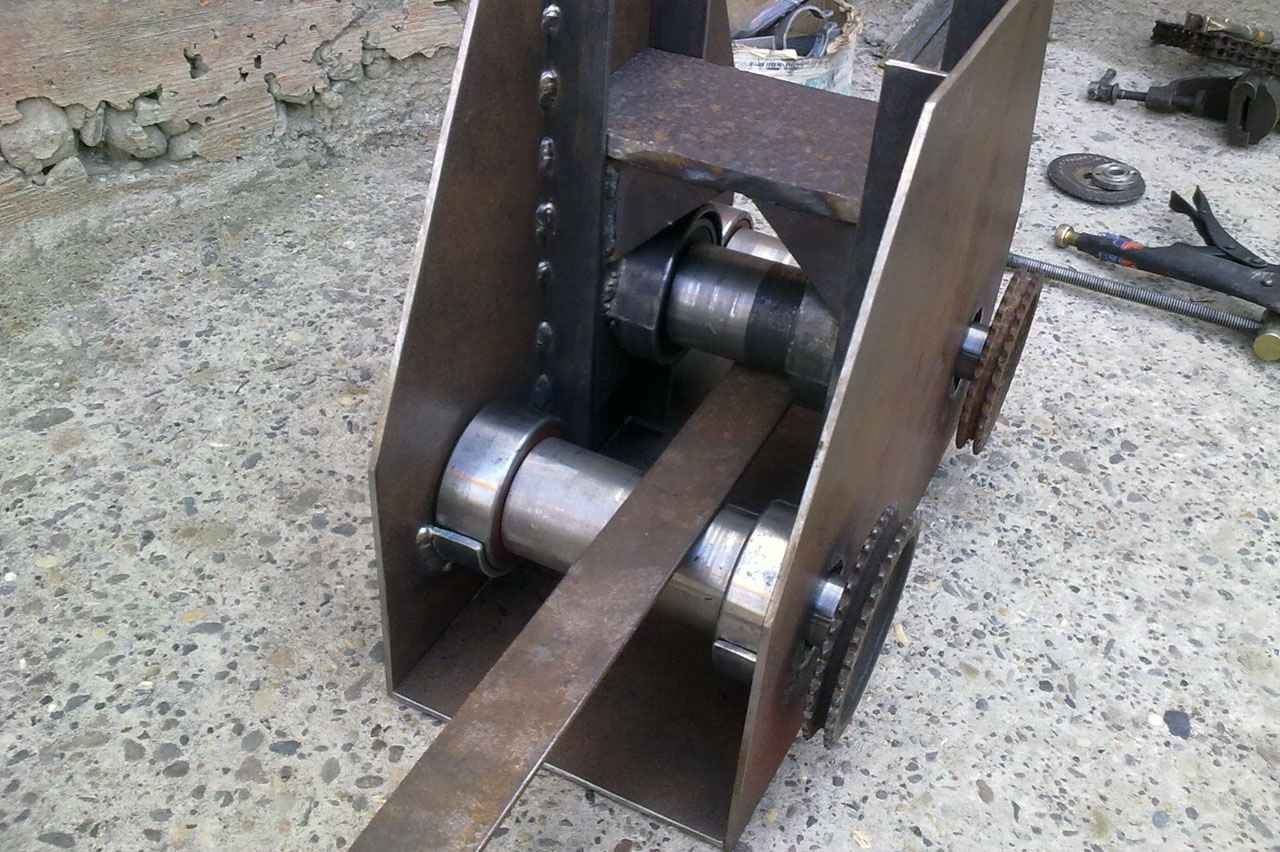
Для начала прикупил подшипники. Простые брать не стал, а купил на руб дороже самоцентрирующиеся с опорами. Так как делаться будет профелегиб «премиум-класса», то и шестерни с цепью для него должны быть премиум ). В моём случае Мерседесовские.
Задание токарю было сформулировано на куске обоев и он с заданием успешно справился
Ну и первая примерка
Шестерни будут зафиксированы через шпонку. В кольцах надо ещё просверлить отверстия и нарезать резьбы, для их фиксации.
Сверлю отверстия и делаю пазы под шпонку, для крепления шестерни.
В ограничительных кольцах засверливаю отверстия и нарезаю резьбу под болты-зажимы. Отпилил кусок швеллера под крепление прижимного вала. Одна полка была срезана, чтоб не мешала установке домкрата. Просверлены отверстия и нарезана резьба под крепления подшипников.
Теперь можно переходить к сварочным работам. Раскладываю детальки на «сварочном столе». Собираю конструкцию, привариваю ноги.
Прикручиваем прижимной вал. Контрогаем его и привариваем гайки для пружин.
Подвешиваю площадку на пружины. Кстати верхний упор крепится на болтах, на всякий случай, вдруг придётся вынимать прижимной вал.
Ну и дальше сверлю и прикручиваю нижние опорные валы.
Делаю натяжитель цепи. В качестве держалки — магнитный уголок. Отличная вещь!
Прикручиваю звёздочки, не забыв вставит шпонки. Шпонки сделал нарезав гравер.
Прикручиваю натяжитель.
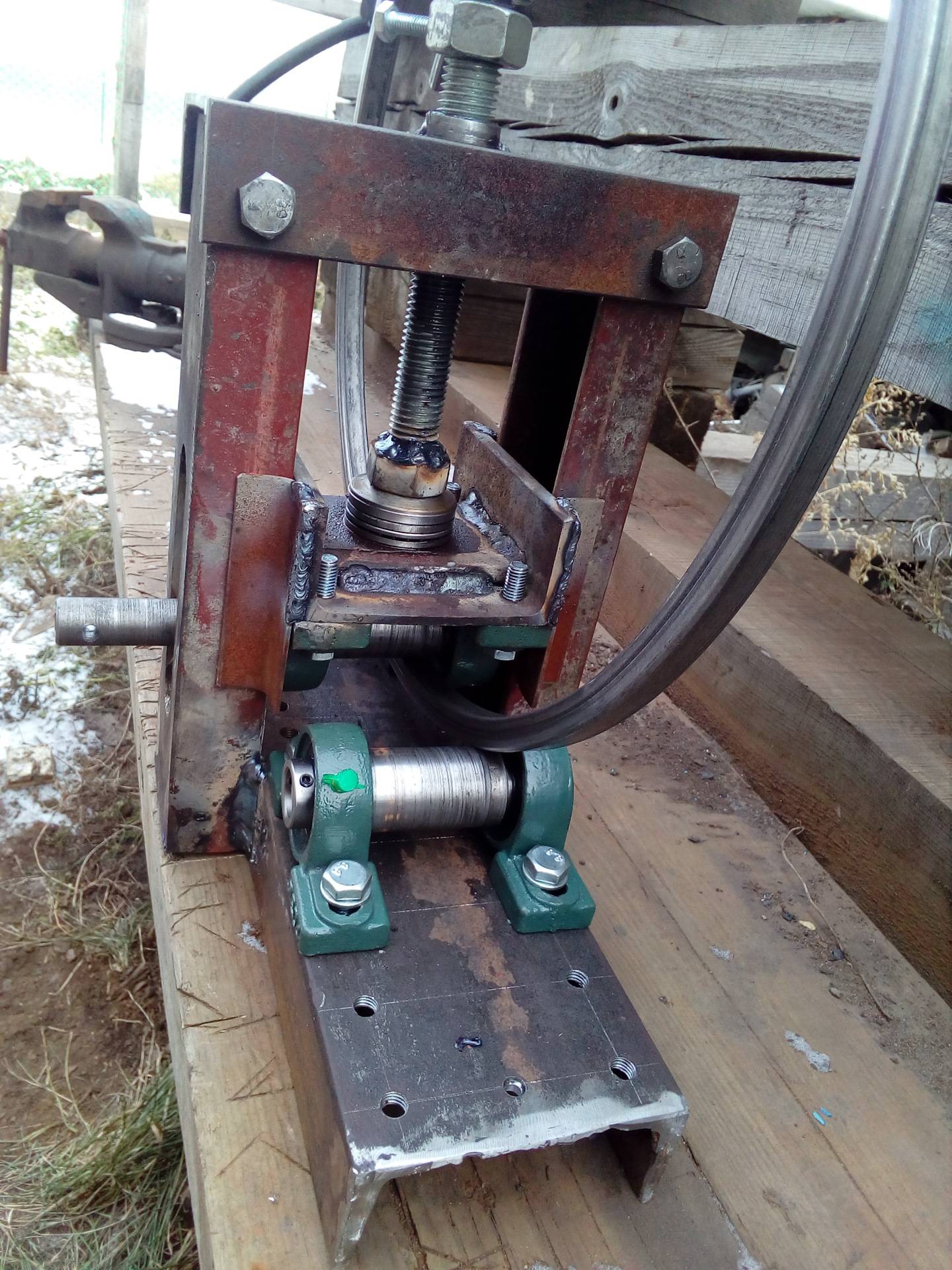
Следующая деталь — ручка, для вращения. Не забываем сделать ручку с вращающейся трубкой, чтоб мозоли не натирать. И устанавливаем домкрат, привариваем пару болтиков и фиксируем его на площадке.
Результат
Наступило время стендовых испытаний! Что сказать о качестве гиба… сам изгиб получился просто замечательный. В крайних точках есть небольшое замятие. Без него никак Но благодаря буртику на центральном валу нет этого замятия по дуге.
В принципе результатом более чем доволен. Станочек получился то что надо. Крутится легко, гнёт хорошо. Осталось немного придать товарного вида … в ход идет краска.








https://youtube.com/watch?v=5AzZBrsIabs
Устройство
Трубогибы бывают разными по типу привода и по устройству, но их объединяет одно: применение механической силы, деформирующей трубу необходимым образом. Конструктивно в подобных агрегатах выделяют следующие элементы:
- Стальная рама, на которой смонтирован гибочный механизм;
- Планки из прочного металла, фиксирующие ролики;
- Сами ролики, служащие для фиксации заготовки;
- Прижимной механизм с пуансоном необходимой кривизны и радиуса;
- Опоры, поддерживающие систему над полом для удобства работы.
Это описание лишь пример, так как в зависимости от типа привода и источника силы, которая сгибает трубу, трубогибы имеют значительное отличие в конструкции.
Человек изобрёл и разработал множество видов трубогибов, которые принято различать по параметрам.
Например, в зависимости от типа привода выделяю следующие разновидности гибочных систем:
- Электромеханические;
- Гидравлические;
- Ручные механические;
- Комбинированные.
В первых энергию, затрачиваемую на программируемую деформацию трубы, даёт электрический ток, подключаемый к устройству. Электромеханические трубогибы передают механическое воздействие на металлическую или пластиковую трубу через редуктор, который подключён к электродвигателю. Редуктор уменьшает крутящий момент, но за счёт этого увеличивает силу деформации.
В гидравлических машинах основа всего – гидроцилиндр, заполненный специальным маслом. Усилие, передаваемое на поршень гидроцилиндра, увеличивается по законам физики. Такой аппарат гнёт трубу постепенно. Это работает за счёт ступенчатого нагнетания давления масла в системе. Как правило, гидравлические трубогибы имеют ручной привод в виде рычага. Нажимая на рычаг и возвращая его в исходное положение, оператор обеспечивает плавное продвижение штока, на котором закреплён пуансон.
Ручные механические трубогибы не имеют в своей конструкции гидроцилиндра. Вместо них труд слесаря облегчают передаточные механизмы, которые за счёт большего расстояния позволяют получить выигрыш в силе. Достаточно простой и при этом распространённый вид таких гибочных машин – роликовый трубогиб с цепной передачей.
Ролик прижимается мощным винтом, а круглая или профилированная заготовка протягивается между прижимным и опорными роликами путём вращения рукоятки, которая приводит в действие весь механизм. Валы роликов связаны друг с другом шестернями. Шестерни подобраны так, чтобы сделав большее число оборотов рукояти, можно было бы подвинуть изделие ненамного, но с большой силой. Тот же самый принцип используется в понижающей передаче велосипеда при движении в гору.
Комбинированные типы гибочных устройств могут в различных вариациях соединять ручной, электрический и гидравлический компоненты. В качестве примера можно привести классический станок с гидроцилиндром, где перемещение поршня обеспечивается не качанием рычага, а насосом высокого давления с электродвигателем. В этом случае человек только контролирует процесс, а работу выполняет электропривод, продвигающей шток за счёт растущего давления в цилиндре.
Следует отметить, что трубы большого диаметра из крепких марок стало практически невозможно согнуть без утраты прочности и образования мест повышенного напряжения металла. Для гибки больших прочных труб помимо механического воздействия на заготовку, применяют ещё и термическое. Трубу разогревают либо особой спиралью, либо индукционными токами докрасна, а потом постепенно придают ей нужную форму. Для этого используют крупногабаритные электромеханические станки большой мощности. Нагретая и затем отпущенная или закалённая труба не будет иметь в себе напряжения. На ней не скажется усталость металла, а изгиб будет плавным и ровным.
Реализация ручной роликовой модели
Изготовление ручного трубогиба своими руками состоит из некоторых стальных деталей без использования специальных механических приспособлений. Это устройство предназначено для локального изгиба трубы. Для деформации профиля используется прямое ручное усилие, поэтому гибочный станок должен быть оснащен длинным сильным рычагом.
Далее мы рассмотрим процесс изготовления двухвалкового гибочного станка, прикрепленного к опорной раме. Размеры инструментов могут отличаться от предложенных, в зависимости от потребностей и материалов.
Необходимые материалы и инструменты
Деформация труб – процесс трудоемкий, требующий хороших и прочных материалов, иначе вместо профиля может погнуться сам рабочий инструмент.
Для изготовления механического ручного трубогиба вам потребуются:
- Сварочный аппарат.
- Два ролика из стали с высоким сопротивлением (например, 1045) входят в комплект поставки. Диаметр большего составляет 100 мм, а самого маленького – 60 мм. Оба имеют толщину 35 мм и радиус внешней полости 0,5 дюйма.
- Стальная труба диаметром минимум 1,5 дюйма с толстой стенкой (минимум 3 мм). Он будет служить рычагом, поэтому его минимальная длина составляет 1,5 метра.
- Четыре стальные полосы размером 15 x 6 см и толщиной 4-5 мм для фиксации основания трубогиба в тисках, поддержки трубы и изготовления ручки. Вам также понадобится стальная пластина 20-25 см шириной 60 мм и толщиной 3 мм.
- Два болта: первый диаметром 0,75 дюйма и длиной 60 мм для большого ролика, а второй диаметром 0,5 дюйма и длиной 40 мм для малого ролика.
- Стальной лист 300 х 300 мм и минимальной толщиной 3 мм.
- Порок.
В процессе работы могут потребоваться другие общехозяйственные инструменты – молоток, пилы, наждачная бумага, линейка и т.д. Вышеуказанные ролики предназначены исключительно для труб диаметром 1 дюйм, но за счет исключения выемки по окружности можно получить универсальный инструмент для гибки металлических профилей.
Процесс изготовления трубогиба
Когда все необходимые детали и инструменты собраны в одном месте, можно переходить непосредственно к изготовлению трубогиба:
- Подготовьте чертеж с разметкой расположения основных элементов.
- Проверить совместимость отверстий ролика с диаметром болтов.
- Просверлите два отверстия диаметром 0,5 и 0,75 дюйма в двух металлических полосах. Расстояние между осями отверстий должно быть ровно 80 мм (сумма радиусов обоих роликов).
- Просверлите отверстие 0,75 дюйма в центре опорной рамы. Вставьте в него соответствующий болт, не выступая сзади. Приварите болт к металлической пластине.
- Возьмите перфорированные металлические пластины 15×6 см, болт 0,5 дюйма, меньший ролик, стальную полосу 35 x 60 мм и сварите из них P-структуру, вставив болт с роликом в соответствующие отверстия.
- Припаиваем концы болта к металлическим полоскам. У вас должно получиться какое-то копье с отверстием побольше, ближе к открытому краю.
- К основанию получившейся копья необходимо приварить трубку ручки.
- Приварите опорную планку трубы к металлическому каркасу. Расстояние от планки до центральной оси болта должно быть равно радиусу большого рулона плюс 0,5 дюйма.
- Приварите к дну станины планку 15 х 6 см для крепления в тиски.
- Вставьте в копье большой ролик, наденьте раму на центральный болт и сверху закрутите гайку.
- Зажмите папку в тисках и проведите первые тесты.
Важные нюансы изготовления:
Фотографии из Перед работой необходимо смазать внутренний канал ролика машинным маслом или литолом, так как он подвергается большим нагрузкам в горизонтальной плоскости. Крепежная планка должна быть приварена по всей своей длине, так как она подвергается сильным радиальным нагрузкам. В конструкции необходимо поместить дюймовую трубку на центральный винт между роликами, чтобы оценить правильность сборки. Его исходное положение должно быть параллельно нижнему фиксирующему стержню. Покраска гибочного станка вряд ли будет долговечной, но замедлит коррозию металлических элементов. Опорная планка на основании Крепежная планка, приваренная снизу к крепежной планке основания Центральная роликовая балка устанавливается на готовый боковой загиб
Слабым местом получившейся всей конструкции являются сварные швы, поэтому в процессе изготовления трубогиба им уделяется особое внимание
Альтернативные варианты
Как уже было сказано, предложенная схема с тремя валиками одна из самых удачных, поскольку сочетает достаточную простоту и эффективность. Однако предлагаем Вам еще несколько схем и чертежей ручных трубогибов.

Самый простой трубогиб шаблонного типа пригоден для использования всего несколько раз. Хотя, конечно, это зависит от выбранных материалов. Принцип работы понятен по фото: на краю верстака закрепляется вырезанный из дерева или другого материала шаблон, по которому с помощью примитивного прижимного механизма «обкатывается» труба. Желательно выполнять работы с нагревом, поскольку в холодном состоянии даже тонкостенную трубу изогнуть не так-то просто.

Возможен также разборной шаблон из крюков.

Применив простое тяговое устройство – например, лебедку – можно снизить уровень затрат ручного труда и выполнить изгиб труб большего диаметра.
Если планируется использовать два ролика – основной и прижимной – можно воспользоваться чертежом механизма, представленным ниже. Что интересно, для медных труб и проката из мягких сплавов удобнее использовать деревянные ролики.

Направляющие проточки роликов должны соответствовать диаметру и сечению изгибаемой трубы.

Пример такого механизма, где в роли неподвижного ролика выступает прямоугольный шаблон со скругленным углом, а приводом является рычаг.

Что интересно, при использовании роликов – неподвижного и обжимного – со спиральным профилем можно получить не просто загнутую трубу, а спираль из трубы. Это будет особенно полезно для тех, кто хочет самостоятельно сделать змеевик для самогонного аппарата
Сложности процесса
Весь металлический материал может быть частично или целиком изогнут. Процесс изворота проводят двумя способами:
- механическое воздействие;
- нагревание металла.

 Круглое изделие из металла имеет ориентировочно ровные показатели. Однако профильная труба имеет угол под 90°. Такой угол трубы мешает спокойному изгибу, в результате появляются различные складки, которые впоследствии могут лопнуть или сломаться.
Круглое изделие из металла имеет ориентировочно ровные показатели. Однако профильная труба имеет угол под 90°. Такой угол трубы мешает спокойному изгибу, в результате появляются различные складки, которые впоследствии могут лопнуть или сломаться.









Для того чтобы не портить металл, нужно четко знать, как согнуть профильную трубу в домашних условиях. Многие дачники, не зная чуткостей изгиба, тратят немало материала, который вследствие выбрасывается.
Секторная сварка
 Часто люди не знают, как согнуть трубу из нержавейки, так как нержавеющий материал имеет более прочный сплав, чем обычная сталь. Конечно, благодаря профессиональному оборудованию это сделать просто. Но как быть, если под рукой нет ничего, что может обеспечить достаточное механическое давление? Именно для этой цели выдумали секторную сварку.
Часто люди не знают, как согнуть трубу из нержавейки, так как нержавеющий материал имеет более прочный сплав, чем обычная сталь. Конечно, благодаря профессиональному оборудованию это сделать просто. Но как быть, если под рукой нет ничего, что может обеспечить достаточное механическое давление? Именно для этой цели выдумали секторную сварку.
Принцип ее в том, что профильное изделие надпиливается с одной стороны на равных расстояниях, после чего материал загибается в необходимом направлении и прорези завариваются сваркой
В таком случае важно знать, что профтруба чаще всего тонкостенная и когда прорези находятся рядом, ее очень легко прожечь
 Люди, имеющие малый опыт работы с инструментом, часто промахиваются в надпилах, делая их то чрезмерно частыми, то редкими. Чтобы удостовериться в правильности разметки, можно взять другой эластичный квадратный материал и использовать его как шаблон.
Люди, имеющие малый опыт работы с инструментом, часто промахиваются в надпилах, делая их то чрезмерно частыми, то редкими. Чтобы удостовериться в правильности разметки, можно взять другой эластичный квадратный материал и использовать его как шаблон.
Если иметь под рукой газовую горелку, то профильный материал можно изогнуть с помощью нагрева. Как только металл становится горячим, он легче подвергается искажению, что помогает избежать складки с внутренней стороны стенки. Если радиус изгиба небольшой, то можно обойтись обычным зажимом. Но если требуется более точный изгиб, потребуется направляющая стенка.
С помощью песка
Чтобы сделать изделие из гнутой профильной трубы, можно использовать песок. Конец материала плотно закрывается особой пластмассовой или медной втулкой. После этого в трубу засыпается мелкий песок
Важно, чтобы изделие было полностью забито песком. Поскольку пустое пространство внутри трубы теперь плотно забито, материал будет гораздо проще подвергаться механическому изгибу. Главное, изначально создать стандарт, по которому можно выгнуть и направлять изделие
Главное, изначально создать стандарт, по которому можно выгнуть и направлять изделие.
Изгиб на дереве
 Такой метод сравнительно часто используют, если диаметр трубы не превышает 15 мм. Чтобы сгибание прошло успешно, конец материала необходимо плотно закрепить. Но что делать, если руками материал не удержать, а других мест крепления попросту нигде нет? И на это мастера на все руки придумали метод крепления. Наверняка на всех дачных участках могут быть деревья. Именно дерево и может послужить не только прочным креплением, но и диаметром для изгиба профильной трубы.
Такой метод сравнительно часто используют, если диаметр трубы не превышает 15 мм. Чтобы сгибание прошло успешно, конец материала необходимо плотно закрепить. Но что делать, если руками материал не удержать, а других мест крепления попросту нигде нет? И на это мастера на все руки придумали метод крепления. Наверняка на всех дачных участках могут быть деревья. Именно дерево и может послужить не только прочным креплением, но и диаметром для изгиба профильной трубы.
Как сделать улитковый трубогиб
Самостоятельное изготовление улиткового трубогиба может показаться сложным. В действительности, это устройство собрать не труднее, чем роликовый трубогиб. Процесс отличается только используемыми деталями и временем сборки.
Улитковый трубогиб позволяет выгибать профиль по всей длине сразу, а не только в одном месте. За это свойство он получил популярность среди монтажников.
Необходимые материалы и инструменты
Так как описываемый роликовый трубогиб не имеет определенного рабочего диаметра и может быть изготовлен из любых подручных материалов, то предложенные материалы не будут содержать конкретных размеров деталей. Толщина всех металлических элементов конструкции должна быть 4, а лучше 5 мм. Для изготовления трубогиба понадобятся:
- Швеллер – 1 метр.
- Листовое железо.
- Три вала.
- Две звездочки.
- Металлическая цепь.
- Шесть подшипников.
- Металлическая 0,5-дюймовая труба для изготовления воротов – 2 метра.
- Втулка с внутренней резьбой.
- Прижимной винт.
Особенное внимание уделяется размерам звездочек, валов и подшипников, которые должны соответствовать друг другу. Звёздочки можно взять от старых велосипедов, но они должны быть абсолютно одинаковые по размерам. Стальные пластины и профили для изготовления трубогиба не должны быть с глубокой ржавчиной, ведь на них будут приходиться высокие нагрузки при работе
Стальные пластины и профили для изготовления трубогиба не должны быть с глубокой ржавчиной, ведь на них будут приходиться высокие нагрузки при работе
Перед выбором и покупкой всех материалов нужно нарисовать чертеж со схематичным изображением всех элементов конструкции, чтобы не докупать их в процессе изготовления трубогиба.
Процесс сборки улиткового трубогиба
Сборка любого оборудования начинается с составления чертежной схемы. После этого можно приступать к основным рабочим процессам, которые продемонстрированы в фотоинструкции.
- Сварить основание инструмента из двух параллельно расположенных швеллеров. При желании можно использовать просто металлическую пластину толщиной 5 мм или один широкий швеллер.
- Одеть на валы подшипники и приварить две таких конструкции к основанию. Желательно ограничить валы металлическими планками или расположить их во внутренней полости швеллеров.
- Одеть звездочки и приварить их, предварительно натянув между ними цепь.
- Вырезать и приварить к основанию боковые направляющие прижимного механизма.
- Одеть подшипники на прижимной вал и собрать конструкцию пресса с боковыми ограничителями из планок или швеллеров.
- Сделать основание для втулки и приварить её к пластине. Вкрутить прижимной винт.
- Приварить к верхнему краю прижимного винта и к ведущему валу ворот из труб.
- Смазать подшипники машинным маслом.
Несколько полезных советов.
Галерея изображений Фото из Вместо использования швеллеров можно приварить трубогиб к имеющейся металлической станине
На вал оказывается сильное сдвигающее давление, поэтому наружный сварочный шов должен быть прочным
В случае разрыва цепи, её можно сделать немного ослабленной и одеть на уже приваренные звездочки
Направляющие планки должны быть строго параллельны, иначе пресс будет постоянно заклинивать
В качестве направляющих прижимного валика можно использовать куски оставшегося швеллера
Втулка и винт должны иметь широкую и глубокую резьбу, чтобы она не слизалась уже после нескольких прижиманий
На длине ручки-рычага лучше не экономить: чем она длиннее, тем больший крутящий момент можно развить
Основание трубогиба должно быть прочно прикручено к опоре, иначе инструмент будет шататься и опрокидываться
Сваривание двух швеллеров между собой
Приваривание вала к основанию трубогиба
Одевание цепи на звездочки
Приваривание вертикальной направляющей планки
Сборка прижимного вала из швеллера
Приваривание резьбовой втулки к пластине
Вороты на винте и ведущем валике
Улитковый трубогиб в работе
После сборки трубогиба и его испытаний можно покрасить конструкцию антикоррозийной краской для лучшей сохранности сварочных швов. Чтобы повысить удобство работы, к направляющим дополнительно прикрепляется пружина для возврата пресса в верхнее положение.







Основные элементы конструкции
Принцип работы
Для изготовления той или иной конструкции станка следует просмотреть несколько схем, чтобы определиться с набором деталей. Дело в том, что при необходимости все составляющие узлов можно приобрести за деньги, но также можно использовать те материалы, которые есть в вашем хозяйстве и ничего за это не платить. В большинстве случаев домашние умельцы останавливаются на фронтальных конструкциях и для этого у вас должно быть в наличии:
- три металлических валика (вальца);
- цепь для привода;
- оси вращения;
- механизм для привода;
- металлические профили (швеллеры) для рамы.
Иногда при отсутствии металлических валиков их заменяют деревянными или полиуретановыми, но… Такой прокатный механизм не выдержит длительной нагрузки, то есть, станок послужит своей цели, но недолго. Есть ли смысл растрачивать свой труд для кратковременной пользы, если, приложив усилия или даже заплатив определённую сумму, можно найти стальные валики?
Схема простого трубогиба с размерами в мм
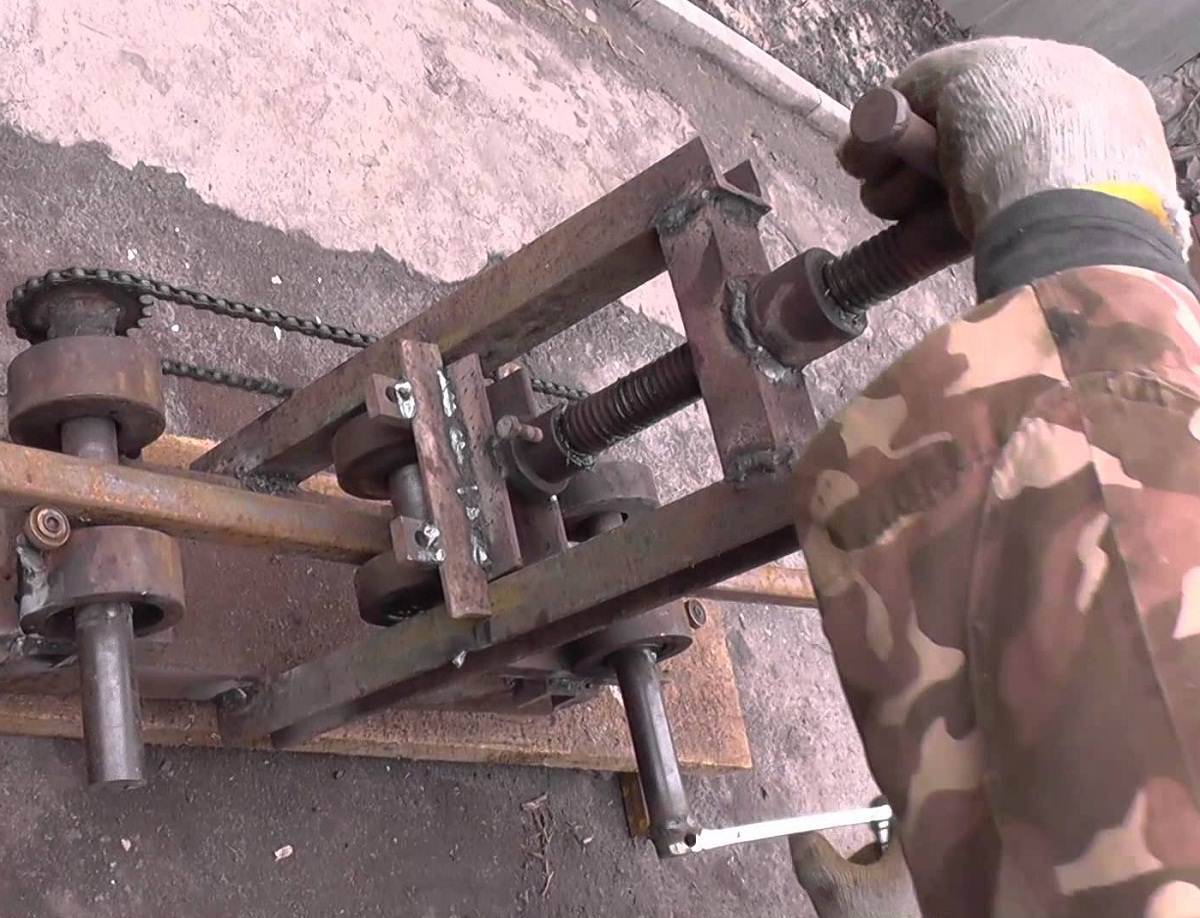
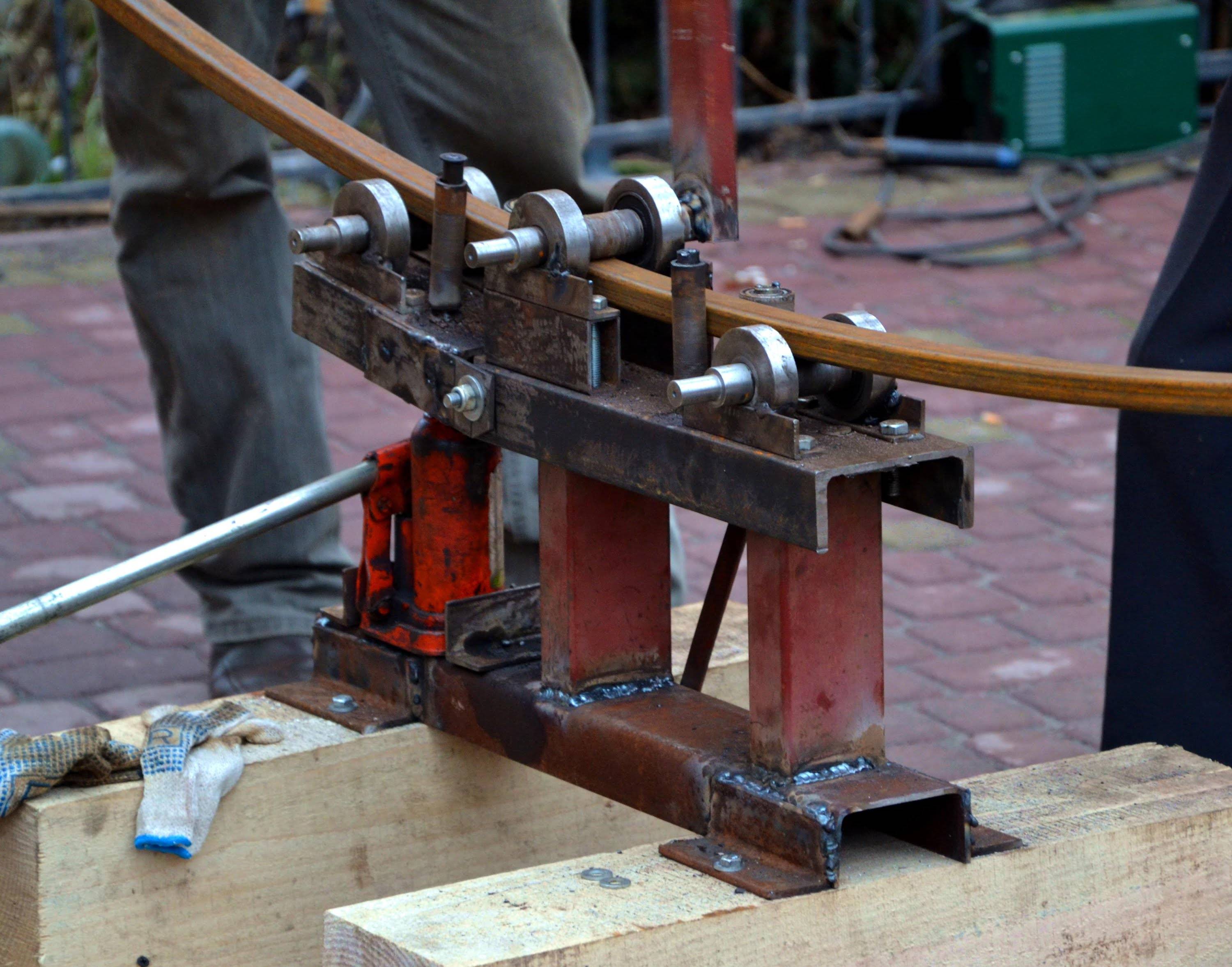
Как вы поняли, процесс деформирования профиля происходит при помощи вальцовки, то есть, труба прокатывается по валикам (вальцам), что исключает излом и растрескивание. Для проката (изгиба) профиля его вставляют в прокатную линию (между валиками) и прижимают сверху винтовым приспособлением или домкратом до нужного радиуса изгиба. Затем при вращении ручки подачи труба перемещается, и изгиб проходит по всей длине. Получается, что это ручной привод, который приводится в движение мускульной силой, но в домашних условиях такой механизм очень удобен.
Прижим профиля производится домкратом
Для сборки простого трубогиба своими руками, о котором идёт речь, вам понадобится:
- домкрат (желательно реечного типа);
- металлические профили с полкой для горизонтальной и вертикальной рамы;
- пружины из легированной стали (их отличает высокая прочность);
- три стальных вала с подшипниками;
- цепь для привода (можно от велосипеда или мопеда);
- шестерёнки (ведущая и ведомая);
- толстая арматура для осей и приводной ручки.
Видео: процесс работы по изгибанию трубы
Как видите, сделать профилегиб своими руками легче по имеющимся чертежам, а фото и видео материалы в этом только помогают. Профилегиб, представленный на картинке, приводится в движение ручкой, которая вращает вал с ведущей шестерёнкой. При помощи цепи вращение передаётся на вал с ведомой шестерёнкой, а третий вал прижимает профиль сверху до необходимого угла изгиба. Всё очень просто.
Процесс изготовления механизма
Чертежи устройства для изгибания
Если вас интересует, как сделать профилегиб, то вам придётся выполнить ряд действий, которые обеспечат эту надёжность механизма, а это:
- изготовление мощной рамы, собранной при помощи сварки и болтовых стяжек;
- по условиям чертежа (технического задания) сделать и установить оси вращения для валиков. Их три штуки – два прокатных и один прижимной;
- для вращения прокатных валиков нужно обеспечить цепную передачу, то есть, приварить (ровно) ведущую и ведомую шестерёнки;
- на ведущую шестерёнку наварить ручку для вращения.
Нюансы изготовления
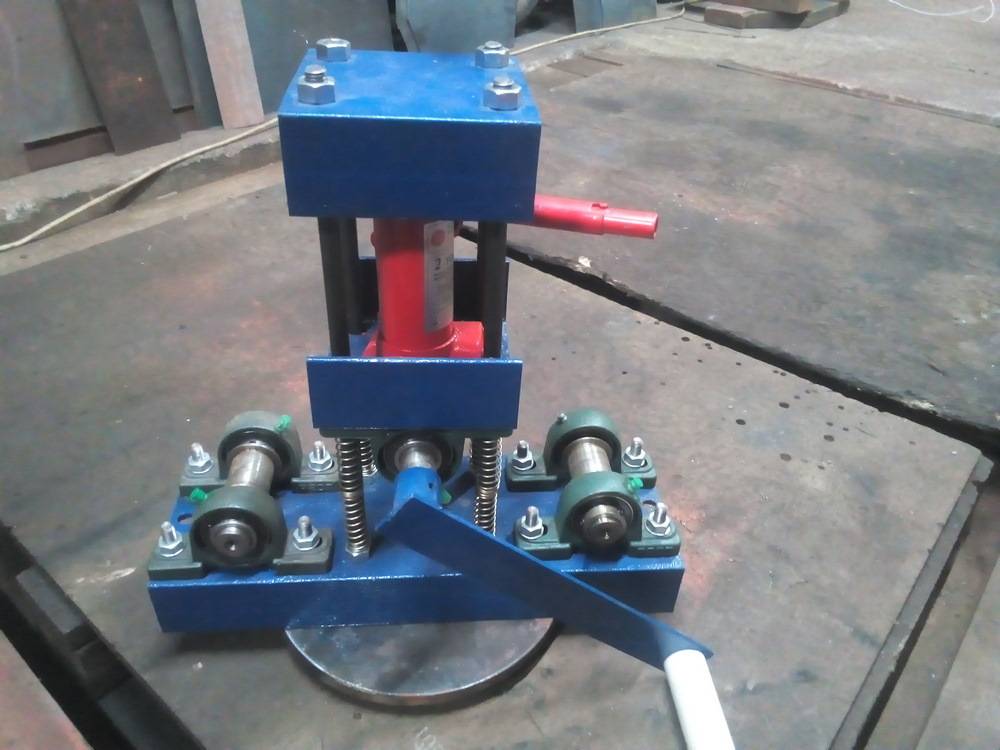
Готовый трубогиб
Если у вас есть в наличии все необходимые детали, то изготовить механизм для выгибания профиля несложно. В первую очередь нужно учесть, что все валики должны вращаться на подшипниках – точность вращения обеспечит правильный прокат, без сбоев и изломов. Ведущая и ведомая шестерёнки должны быть правильно оцентрованы – сбой от центра хотя бы на 0,5 мм приведёт к неправильной деформации (изгиб получится неравномерным).
Прижимной вал тоже должен быть оцентрован – от этого зависит точность угла изгиба. Лучше всего, когда размерывсех трёх валов одинаковы – прокат получается наиболее чётким. От жёсткости прижима тоже зависит точность проката, поэтому вал должен хорошо фиксироваться.
Трубогибы для быстрого сооружения теплицы
Если нужно сделать теплицу в домашних условиях, то для этого вовсе не обязательно изготавливать самодельное приспособление для сгибания труб и профиля или вовсе покупать его. Есть простейший способ, как научиться изгибать металлические детали, чтобы в последующем изготовить из них теплицу. Перед рассмотрением этого способа надо отметить, что его недостаток в том, что требуется много времени для достижения результата.

Если учесть, что для этого практически ничего не понадобится, то этот недостаток можно считать неактуальным. Чтобы согнуть профиль или трубу в виде полумесяца для изготовления теплицы, понадобится сделать Т-образный трубогиб.
- Соединить две трубы — одна длинная, которая выступает в качестве рукоятки или держателя
- Вторая трубка короткая — 10-15 см. Диаметр этой трубки должен быть в 1,5-2 раза больше, чем изгибаемая заготовка
- Для увеличения прочности соединения двух трубок, рекомендуется их тщательно проварить сваркой, дополнительно воспользовавшись стальными уголками или пластинами

Этот метод требует приложения физических усилий, а еще он неудобен в реализации, но если нет других вариантов, то этот способ работает эффективно, и не требует изготовления специального станка.
https://youtube.com/watch?v=TKgMmBQ8YKQ%3F
Как правильно согнуть трубу без специального оборудования
Если изготовить самодельный трубосгибающий станок нет возможности, то реализовать поставленную задачу можно без специального станка или оборудования. Как согнуть круглую трубу или профиль без применения трубогибов, рассмотрим далее. Для этого есть следующие способы:
- Самый простой — это зажать трубу между двумя столбиками (они должны быть крепче, чем сгибаемый материал), и произвести сгибание до необходимой величины
- Заполнить трубу или профиль песком, и разогреть место изгиба паяльной лампой, после чего произвести изгибание ручным способом. Нагретый металл легко поддается деформациям, но здесь главное не переусердствовать. Этот метод популярен среди монтажников систем отопления, когда изгибы стальных труб получали именно таким способом
- Воспользоваться болгаркой и сваркой. Если труба имеет большой диаметр, то самый простой способ ее согнуть — это сделать пропилы в месте будущего изгиба, и произвести сгибание. Чтобы восстановить прочность материала, оставшееся пространство области прореза следует заварить
Способов для сгибания труб и профиля достаточное количество, и для их реализации не понадобится предварительно изготавливать гибочные приспособления. Однако такие методы рациональны только в одном случае, когда необходимо выполнить работы в единичном количестве.





