Показатели напряжения
Грубо говоря, весь ассортимент условно делится на модели, работающие от однофазных сетей, и аппараты, подключающиеся к трехфазным линиям энергоснабжения, как в случае с версией «ТДМ-402». Соответственно, первые работают под напряжением в 220 В, а вторые – 380 В. Очевидно, что однофазная сеть менее требовательна к мощностям и покрывает ресурсы, которые задействуются в мелких операциях. Такие модели подойдут скорее для гаражно-дачных работ. Однако есть и промежуточная группа аппаратов с «плавающим» напряжением. Сварочные трансформаторы этого типа могут подключаться к сетям обоих видов. Причем данная особенность важна и для рядовых пользователей, и для специалистов. Речь идет даже не столько об универсальности, сколько о преимуществах, которые дает возможность работы от разных источников. Например, при наличии двух сетей владелец аппарата с номинально небольшими характеристиками выиграет от подключения к сети на 380 В, так как на фоне сбалансированного распределения нагрузки будут отсутствовать скачки напряжения. Что касается владельцев профессионального оборудования, то в их случае подключение к однофазной сети будет выгоднее при работе на минимальной рабочей нагрузке.
Типы регуляторов тока
Принципиальная электрическая схема регулятора постоянного тока.
Существует больше количество способов изменения силы тока во время проведения сварочных операций. Еще больше разработано принципиальных электрических схем регуляторов. Способы управления сварочным током могут быть следующие:
- установка пассивных элементов во вторичной цепи;
- переключение числа витков обмоток трансформатора;
- изменение магнитного потока трансформатора;
- регулировка на полупроводниках.
Следует знать преимущества и недостатки разных методов регулировки. Назовем характерные особенности указанных типов.
Резистор и дроссель
Первый тип регулировки считается самым простым. В сварочную цепь включают последовательно резистор или дроссель. В этом случае изменение силы тока и напряжения дуги происходит за счет сопротивления и, соответственно, падения напряжения. Умельцы оценили простой и эффективный способ регулировки тока – включение сопротивления во вторичную цепь. Устройство несложное и надежное.
Изменение величины тока с помощью резистора.
Добавочные резисторы используются для смягчения вольт-амперной характеристики источника питания. Изготавливают сопротивление из толстой (диаметром 5-10 мм) проволоки из нихрома. В качестве пассивного элемента применяются мощные проволочные сопротивления.
Для регулировки тока вместо сопротивления ставят и дроссель. Благодаря введению индуктивности в цепь дуги переменного тока наблюдается сдвиг фаз тока и напряжения. Переход тока через нуль происходит при высоком напряжении трансформатора, что повышает надежность повторного зажигания и устойчивость горения дуги. Режим сварки становится мягкий, в результате чего получаем равномерный и качественный шов.
Этот способ нашел широкое распространение благодаря надежности, доступности в изготовлении и низкой стоимости. К недостаткам отнесем малый диапазон регулирования и сложность в перестройке параметров. Сделать такую конструкцию по силам каждому. Часто применяют трансформаторы типа ТС-180 или ТС-250 от старых ламповых телевизоров, с которых убирают первичные и вторичные обмотки и наматывают дроссельную обмотку с требуемым сечением. Сечение алюминиевого провода составит порядка 35-40 мм, медного – до 25 мм. Количество витков будет находиться в диапазоне 25-40 штук.
Переключение числа обмоток
Регулировка напряжения осуществляется изменением числа витков обмотки. Так изменяется коэффициент трансформации. Регулятор сварочного тока прост в эксплуатации. Для такого способа регулировки необходимо сделать отводы при намотке. Коммутация проводится переключателем, выдерживающим большой ток и сетевое напряжение. Недостатки переключения витков: трудно найти коммутатор, выдерживающий нагрузку в пару сотен ампер, небольшой диапазон регулировки тока.
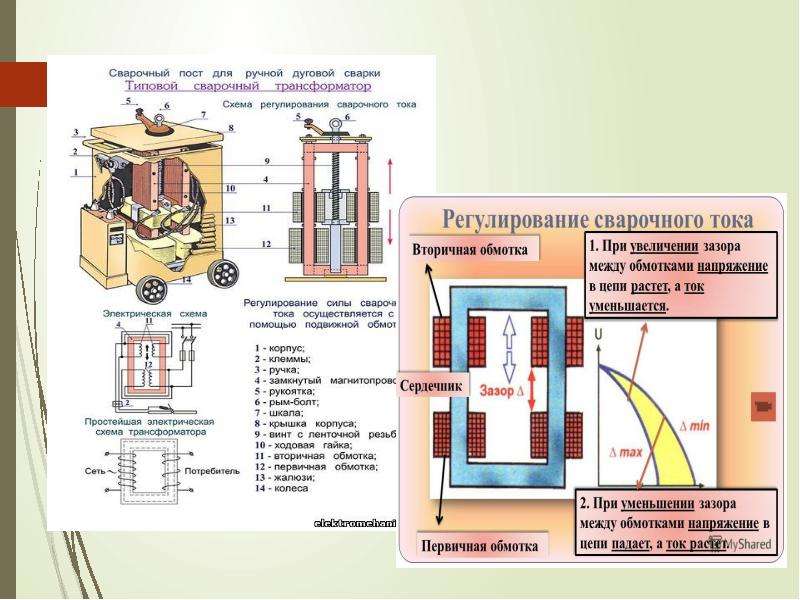
Магнитный поток сердечника
Влиять на параметры тока можно магнитным потоком силового трансформатора. Регулирование силы сварочного тока производят за счет подвижности обмоток, изменения зазора или введения магнитного шунта. При сокращении или увеличении расстояния магнитные потоки двух обмоток меняются, в результате чего сила тока тоже будет изменяться. Способ магнитного потока практически не используется из-за сложности изготовления трансформаторного сердечника.
Регулировка сварочного аппарата
Есть разные способы управления током сварочного аппарата.
С подвижными обмотками и сердечником
Жесткость характеристики зависит от магнитной связи между первичной и вторичной катушками. Для ее изменения необходимо поменять расстояние между первичной и вторичной обмотками или величину воздушного зазора в магнитопроводе. Для этого сердечник или катушку крепят на специальной гайке, а винт оснащается рукояткой. При ее вращении гайка накручивается и подвижная часть меняет свое положение, что приводит к изменению тока.
Этот способ применяется в аппаратах переменного напряжения, а также дополнительно оснащенных диодными мостами.

Подмагничивание сердечника постоянным напряжением
Еще одним способом управления является подмагничивание сердечника постоянным напряжением. Намагниченный сердечник увеличивает сопротивление магнитному потоку, созданному первичной обмоткой. Это уменьшает ток дуги.
Интересно! На аналогичном принципе основана работа магнитного усилителя. Это устройство применялось в системах управления электроприводом до появления тиристорных преобразователей.
Балластные сопротивления
Одним из самых распространенных и простых способов регулировки является использование балластного сопротивления:
- Активный балластник. Представляет из себя несколько проволочных или ленточных сопротивлений, которые переключаются при необходимости изменить ток электросварки. Используются с аппаратами всех типов. В самодельных устройствах малой мощности вместо комплекта сопротивлений используется спираль или змейка из нихрома.
- Индуктивный балластник. Это дроссель, индуктивность которого может меняться при необходимости изменением числа витков или величиной воздушного зазора в магнитопроводе. Устанавливается последовательно со вторичной обмоткой до диодного моста.

Тиристорное управление
Эта регулировка применяется в выпрямителях, в которых часть или все диоды заменены тиристорами. При изменении угла открывания меняется действующее значение напряжения и ток устройства. Управление углом осуществляется переменными резисторами или более сложными схемами.
Недостатком этой схемы является превращение постоянного напряжения в пульсирующее, что ухудшает качество шва.
Важно! При угле открытия более 90° падает амплитудное значение, что ухудшает процесс зажигания дуги

Регулировка первичной обмотки
Регулировка токов сварочного трансформатора по первичке осуществляется тиристорным ключом – двумя тиристорами, включенными встречно-параллельно при помощи переменного резистора, соединяющего управляющие вывода или небольшой транзисторной схемы.
Регулировка тиристорным ключом первичек позволяет управлять аппаратами переменного напряжения.
Все эти способы регулировки теряют свое значение вместе со старыми аппаратами и распространением новых, инверторных. Они экономичнее, легче, а некоторые магазины предлагают обменять старый катушечный сварочник на новый. Но пока старые устройства находятся в эксплуатации знание того, как же регулируется сварочный ток в трансформаторе позволит выполнять сварочные работы более качественно.

Способы регулировки сварочного тока — Сварка Профи

Регулировка рабочего тока сварочного аппарата имеет первостепенное значение для удобства пользования и качества получаемого шва. Это объясняется возможностью подбирать тип используемого электрода и его толщину применительно к каждому конкретному случаю.
Конструкционно вариация режима функционирования может осуществляться достаточно просто (механически) или гораздо более сложно (тиристорное или симисторное электронное управление).
В последнем случае ремонт сварочного оборудования при выходе его из строя представляет собой непростую задачу и может быть выполнен лишь в условиях спецмастерской.
Методы регулировки
Для коррекции тока служат следующие способы:
- механическое переключение между отводами обмоток первичной и/или вторичной цепи (изменение количества рабочих витков);
- дополнительное их шунтирование подключаемой последовательно активной или реактивной нагрузкой;
- искажение (за счет сдвига-разноса в пространстве обмоток относительно друг друга ) связующего магнитного потока или внесения в него вспомогательного шунтирующего дросселя;
- регулирование параметров цепи с помощью блока электронного управления, включая использование широтно-импульсной модуляции.
Первый способ, фактически заключающийся в манипуляции вторичным напряжением холостого хода, не позволяет варьировать ток в широких пределах, так как даже для двух- или трёхкратного изменения требуется коммутировать дополнительные секции не только силовой, но и первичной обмотки. А это чревато усложнением конструкции, излишним расходом проводов, увеличением массы аппарата и его габаритов.









Во втором случае в цепь включаются магазины мощных (и, к сожалению, громоздких) балластных реостатов сопротивлением в десятые и сотые доли ома.
Улучшая характеристики силового трансформатора и параметры дуги, они в то же время рассеивают на себе полезную мощность, снижая общий КПД сварочного аппарата.
Несколько лучше третий метод: он, в отличие от предыдущих, позволяет регулировать ток плавно, а не скачками. Применяется в трансформаторах типов ТС, ТСК или ТД.
Значительно привлекательнее обстоит дело с последним рассматриваемым методом.
Электронное управление защищает трансформатор от перегрузок, позволяет легко, плавно и удобно регулировать сварочный ток, причём даже в процессе горения дуги.
Элементы не подвергаются чрезмерному нагреву, поэтому могут быть смонтированы в закрытом кожухе. Единственный недостаток – чуть большая прерывистость дуги на минимальной мощности.
Новости
Устройство пускового механизма
Пусковое устройство включает в свой состав – магнитопровод, две обмотки и клеммы. Переключатели изменяют напряжение и общее число обмоток подключаемых к выпрямителю. В первичную цепь устанавливают регулятор, собранный на основе полупроводников (тиристоров). Вторая обмотка, подключаемая к выпрямительному мосту, обеспечивает подачу двух уровней изменяемого напряжения.
Устройство пускового механизма трансформатора
Для работы пускового устройства требуется напряжение в 220 В. Ток лежит в диапазоне от 0 до 120 А, а напряжение достигает 70 В случае самостоятельного изготовления устройства, за основу принимают стержневой трансформатор, на его первой обмотке накручено 230 витков, на второй 32. Пульт управления полупроводниками монтируют над дросселем. Для охлаждения всей системы используют принудительную вентиляцию.
Устройство магнитопровода
Ключевыми деталями магнитопровода, являются пластинки или листы, произведенные из электромагнитной стали. К конструктивным деталям относят крепеж, корпус и пр. Магнитопроводы сварочных трансформаторов разделяют на стержневые и броневые. В устройствах стержневого типа все сегменты магнитной цепи обладают одинаковым сечением. В магнитопроводах броневого типа полным сечением обладает только средний стержень, на который устанавливают обмотки.
Виды магнитопроводов трансформатора
Сечения остальных участков магнитной цепи почти в два раза меньше. По ним происходит замыкание магнитного потока. На участках магнитопровода имеющего Т-образную форму, каждый имеет свое сечение. При этом его размер составляет в три раза меньший размер, чем собственно сам стержень. По каждому из участков происходит замыкание третьей части потока.Пластины, входящие в пакеты покрывают специальным составом, который называют оксидной изоляцией.Принцип работы сварочного трансформатораАппаратура для сварки работает по алгоритму:
- Питание подается на первую обмотку. В ней генерируется магнитный поток, замыкающийся на сердечнике.
- Затем питание направляется на вторую обмотку.
- Магнитопровод, который собран из ферромагнитов, генерирует постоянное магнитное поле. Индуцирующий поток производит ЭДС.
- Разность в числе витков допускает колебание тока с требуемыми для выполнения сварки параметрами. Эти же показатели учитывают при расчетах аппаратуры для сварки.
Существует связь числа витков на второй катушке и напряжением на выходе. То есть для повышения тока количество витков необходимо увеличить. Но так как, сварочный трансформатор – это понижающий тип, то число витков на второй обмотке будет ниже, чем на первой.Устройство и принцип действия сварочного трансформатора обеспечивает настройку величины тока. Этого достигают уменьшая или увеличивая пространство между катушками.Для этого в сварочном оборудовании установлены движущиеся компоненты. Расстояние между обмотками изменяет сопротивление и это дает возможность выбирать именно тот ток, который нужен для сварки.
Холостой ход
Аппаратура для сварки работает в двух режимах – рабочем и холостом. Во время сварки вторая обмотка замыкается между рабочим инструментом и деталью. Ток расплавляет кромки заготовок и в результате получается надежное соединение деталей. После того, как сварщик закончит работы, цепь прерывается и трансформатор переключается на холостой ход.ЭДС в первой обмотке появляются из-за наличия:
- магнитного потока;
- его рассеивания.
Холостой ход трансформатора
Эти силы отпочковываются от направления потока в магнитопроводе и замыкаются между катушками в воздухе. Именно эти силы и являются основой работы в холостую.Работа на холостом ходу не должна представлять опасность для рабочего — сварщика и окружающих людей. То есть оно не должно быть больше чем 46 В. Но отдельные модели сварочного оборудования, имеют большие значения, например, 60 – 70 В. В этом случае в конструкции сварочного устройства устанавливают ограничитель параметров холостого хода. Скорость его срабатывания не превышает одну секунду с момента разрыва цепи и окончания работы. В целях дополнительной защиты сварщика, корпус трансформатора необходимо заземлять.
https://youtube.com/watch?v=wk4UBWuIULM
Схема и назначение тиристорного регулятора напряжения для трансформатора
Ток, протекающий при зарядке через аккумуляторную батарею, определяется внутренним сопротивлением аккумулятора, его ЭДС и напряжением на выходе зарядного устройства. Для его изменения, кроме других способов, можно регулировать напряжение на первичной обмотке. Самый удобный способ – использование тиристорного регулятора.
Модели для зарядки аккумуляторов
Зарядные устройства делятся на три группы:
- Пусковые. Предназначены для запуска двигателя при разряженном аккумуляторе. Использовать для зарядки батареи не рекомендуется – недостаточное напряжение и отсутствие регулировок.
- Зарядные. Предназначены для заряда аккумуляторов. Имеют ручную или автоматическую регулировку.
- Пуско-зарядные. Могут выполнять обе функции.
Регулировка в сварочных инверторах
Такие агрегаты характеризуются лучшими рабочими параметрами, компактными размерами. Силу тока в этих аппаратах регулируют, меняя частоту генератора. При снижении этого параметра уменьшается передаваемая обмотке мощность.
Ручка регулятора располагается на передней панели аппарата. Вращением ручки изменяют параметры работы генератора. В результате сварочная дуга приобретает нужные характеристики. Инверторные аппараты настраивают так же, как ручные.
Помимо регулировочной ручки, управляющий блок инвертора снабжается дополнительными средствами защиты и настройки. Они помогают поддерживать устойчивую дугу, делают сварку безопасной.
Устройство инверторного сварочного аппарата.
Общие понятия
Общеизвестен принцип дуговой сварки. Освежим в памяти основные понятия. Чтобы получить сварочное соединение, необходимо создать дугу. Электрическая дуга возникает при подаче напряжения между сварочным электродом и поверхностью свариваемого материала. Ток дуги расплавляет металл, образуется расплавленная ванна между двумя торцами. После остывания шва получаем крепкое соединение двух металлов.
Схема дуговой сварки.
В России переменный ток регламентирован частотой 50 Гц. Питание для сварочного аппарата подается от сети фазным напряжением 220 В. Сварочные трансформаторы имеют две обмотки: первичную и вторичную. Вторичное напряжение трансформатора составляет 70 В.
Другие простые варианты регулировки напряжения в первичке
Кроме тиристорных и симисторных регуляторов есть другие способы управления зарядным током в первичной обмотке трансформатора:
- Переключением выводов первичной обмотки. Недостаток в том, что эти вывода необходимо делать при намотке катушек.
- Подключением зарядного аппарата после ЛАТРА (лабораторного автотрансформатора). Его мощность должна быть не менее 160Вт.
- Переменным сопротивлением, подключаемым последовательно с трансформатором. Его параметры приблизительно 50-100Ом, мощностью 50Вт и зависят от конкретного зарядного.
Несмотря на появление современных зарядных устройств, аппараты с обычными трансформаторами есть у многих владельцев автомобилей, и регулировка аппарата по первичной обмотке позволяет обойтись без мощных тиристоров или добавочных сопротивлений.
. Предлагаемая универсальная конструкция предназначена для зарядки кислотных 12-ти и 6-ти вольтовых аккумуляторов и в состоянии обеспечить зарядный ток до 5-6 А. Регулировка тока – плавная. В отличие от распространенных схем, в этой конструкции управляющий элемент (тиристор VS1) включен в цепь первичной обмотки, что значительно уменьшило рассеиваемую на нем мощность и позволило обойтись без установки тиристора на радиатор. Схема контроля, собранная на стрелочном приборе PA1, тоже достаточно экономична, поскольку не имеет мощного шунта, включаемого обычно во вторичную цепь. Взглянем на принципиальную схему зарядного устройства.










Поскольку в качестве управляющего элемента служит тиристор, который не может работать с переменным током, его пришлось включить в диагональ моста, собранного на диодах VD1 – VD4. Регулировка тока через первичную обмотку (а значит, и зарядного тока) производится изменением угла открывания тиристора — за этим следит узел управления, собранный на однопереходном транзисторе VT1.
При изменении сопротивления переменного резистора R6, изменяется и время зарядки конденсатора С1. Чем дольше заряжается конденсатор, тем позже откроется транзистор, а значит и тиристор, после начала периода сетевого напряжения. Таким образом, ток через первичную обмотку трансформатора Т1 можно плавно регулировать от 0 до практически 100%. Напряжение на вторичной обмотке трансформатора при этом будет изменяться от 0 до 18 — 20 В, что и вызовет изменение зарядного тока аккумулятора.
Контролируют величину зарядного тока косвенно, измеряя ток через первичную обмотку при помощи стрелочного прибора PA1, включенного через балластный резистор R2 и зашунтированного двухваттным резистором R1. Лампа HL1 является индикаторной.
В конструкции кроме указанных на схеме могут быть использованы диоды Д231 – Д234, Д245, Д247 с любым буквенным индексом, КД202 с буквами К, М, Р. Устанавливать на радиаторы их не нужно. В качестве VS1 будут работать тиристоры КУ201К,Л, КУ202К,Л,М,Н. Радиатор тиристору тоже не нужен. Во вторичной цепи (на месте VD5 – VD8) кроме указанных на схеме будут работать Д231 – Д233 без буквенного индекса или с буквой А. Их придется установить на радиаторы площадью поверхности не менее 30 см. кв. каждый, (если диоды германиевые – Д305), или 100 см. кв., если кремниевые.
Конденсатор С1 должен быть с минимальным температурным коэффициентом емкости, к примеру, типа К73-17, К73-24. В противном случае при прогреве устройства зарядный ток будет «уходить». В качестве Т1 подойдет любой сетевой трансформатор мощностью не менее 150 Вт, способный отдать со вторичной обмотки напряжение 18-20 В при токе до 6-7 А. Очень удобно для этих целей использовать типовые трансформаторы ТН или ТАН, характеристики которых можно посмотреть в нашем справочнике по трансформаторам. В качестве измерительного прибора PA1 можно использовать любой микроамперметр с током полного отклонения 100 мкА.
Регулировка устройства сводится к подбору номинала резистора R2 для калибровки прибора PA1 с одновременным контролем зарядного тока. Единственный, пожалуй, недостаток такого зарядного устройства – наличие сетевого напряжения на схеме управления, поэтому в целях безопасности на резистор R6 нужно надеть ручку из изоляционного материала.
А.Н. Евсеев «Электронные устройства для дома», 1994 г.
Внимание! Конструкция имеет бестрансформаторное питание, поэтому во время работы на всех ее элементах присутствует опасное для жизни напряжение. Перед любой перепайкой или изменением схемы обязательно отключайте конструкцию от сети!
Как правильно смонтировать трансформатор
Сварочную аппаратуру необходимо надежно заземлить. Для облегчения жизни, на трансформаторов устанавливают специальные болтовые зажимы с сопроводительной надписью «ЗЕМЛЯ».Классификация по различным признакамСварочная аппаратура классифицируется по следующим признакам – по фазам, по применяемости.На практике применяют одно и трехфазные сварочные аппараты. Однофазные аппараты, по большей части применяют для выполнения сварочных работ переменным током. Трехфазные применяют на строительных и производственных.
К однофазным относятся аппараты марки ТД. По сути, это трансформаторы с хорошим магнитным рассеиванием и перемещающимися обмотками. Их снабжают механическими регуляторами, выполненными в виде винтовых.Трехфазные аппараты применяют для сварки трехфазной дугой. Такой способ повышает производительность сварки, позволяет экономить электроэнергии, производит выравнивание нагрузки между фазами.

Трехфазный сварочный трансформатор
Трехфазные аппараты применяют для организации многопостовой сварки. В частности, использование такого оборудования позволяет использовать как минимум два электрода одновременно. В конструкцию аппарата вносят некритичные изменения. Такое применение аппаратуры позволяет поднять экономический эффект от сварочных работ.
Принцип работы трансформатора
Принцип работы трансформатора основан на явлении электромагнитной индукции.
Если на первичную обмотку подать переменное напряжение U1, то по виткам обмотки потечет переменный ток Io, который вокруг обмотки и в магнитопроводе создаст переменное магнитное поле. Магнитное поле образует магнитный поток Фo, который проходя по магнитопроводу пересекает витки первичной и вторичной обмоток и индуцирует (наводит) в них переменные ЭДС – е1 и е2. И если к выводам вторичной обмотки подключить вольтметр, то он покажет наличие выходного напряжения U2, которое будет приблизительно равно наведенной ЭДС е2.

При подключении к вторичной обмотке нагрузки, например, лампы накаливания, в первичной обмотке возникает ток I1, образующий в магнитопроводе переменный магнитный поток Ф1 изменяющийся с той же частотой, что и ток I1. Под воздействием переменного магнитного потока в цепи вторичной обмотки возникает ток I2, создающий в свою очередь противодействующий согласно закону Ленца магнитный поток Ф2, стремящийся размагнитить порождающий его магнитный поток.

В результате размагничивающего действия потока Ф2 в магнитопроводе устанавливается магнитный поток Фo равный разности потоков Ф1 и Ф2 и являющийся частью потока Ф1, т.е.
Результирующий магнитный поток Фo обеспечивает передачу магнитной энергии из первичной обмотки во вторичную и наводит во вторичной обмотке электродвижущую силу е2, под воздействием которой во вторичной цепи течет ток I2. Именно благодаря наличию магнитного потока Фo и существует ток I2, который будет тем больше, чем больше Фo. Но и в то же время чем больше ток I2, тем больше противодействующий поток Ф2 и, следовательно, меньше Фo.
Из сказанного следует, что при определенных значениях магнитного потока Ф1 и сопротивлений вторичной обмотки и нагрузки устанавливаются соответствующие значения ЭДС е2, тока I2 и потока Ф2, обеспечивающие равновесие магнитных потоков в магнитопроводе, выражаемое формулой приведенной выше.
Таким образом, разность потоков Ф1 и Ф2 не может быть равна нулю, так как в этом случае отсутствовал бы основной поток Фo, а без него не мог бы существовать поток Ф2 и ток I2. Следовательно, магнитный поток Ф1, создаваемый первичным током I1, всегда больше магнитного потока Ф2, создаваемого вторичным током I2.
Величина магнитного потока зависит от создающего его тока и от числа витков обмотки, по которой он проходит.
Напряжение вторичной обмотки зависит от соотношения чисел витков в обмотках. При одинаковом числе витков напряжение на вторичной обмотке будет приблизительно равно напряжению, подаваемому на первичную обмотку, и такой трансформатор называют разделительным.

Если вторичная обмотка содержит больше витков, чем первичная, то развиваемое в ней напряжение будет больше напряжения, подаваемого на первичную обмотку, и такой трансформатор называют повышающим.

Если же вторичная обмотка содержит меньшее число витков, чем первичная, то и напряжение ее будет меньше, чем напряжение подаваемое на первичную обмотку, и такой трансформатор называют понижающим.

Следовательно. Путем подбора числа витков обмоток, при заданном входном напряжении U1 получают желаемое выходное напряжение U2. Для этого пользуются специальными методиками по расчету параметров трансформаторов, с помощью которых производится расчет обмоток, выбирается сечение проводов, определяются числа витков, а также толщина и тип магнитопровода.










Трансформатор может работать только в цепях переменного тока. Если его первичную обмотку подключить к источнику постоянного тока, то в магнитопроводе образуется магнитный поток постоянный во времени, по величине и направлению. В этом случае в первичной и вторичной обмотках не будет индуцироваться переменное напряжение, а следовательно, не будет передаваться электрическая энергия из первичной цепи во вторичную. Однако если в первичной обмотке трансформатора будет течь пульсирующий ток, то во вторичной обмотке будет индуцироваться переменное напряжение частота которого будет равна частоте пульсации тока в первичной обмотке.
Устройство сварочного трансформатора ТДМ
Трансформатор ТДМ включает в свой состав следующие части:
Устройство сварочного трансформатора ТДМ
- металлический корпус;
- клеммы для сварочных;
- штурвал для настройки аппарата;
- магнитопровод;
- первая обмотка;
- вторая обмотка;
- винтовую пару для перемещения частей обмоток.
Принцип работы трансформатора ТДМ
Как уже отмечалось в конструкцию аппарата ТДМ входит магнитопровод, представленный в виде набор стальных пластин и изолированных обмоток. Ток, подаваемый из сети электропитания, попадает на первичную обмотку. В это время вторая обмотка, которая является перемещаемой, должна быть подключена к сварочному электроду и обрабатываемой деталью.
Между обмотками существует зазор, который и определяет параметры сварочного тока и напряжения. Чем больше размер зазора, тем больше сварочный ток. Это достигается за счет рассеивания магнитного поля.
Измерение сварочного тока
После того как вы изготовили и настроили регулятор, его можно использовать в работе. Для этого вам нужен еще один прибор, который будет измерять сварочный ток. К сожалению, не получится использовать бытовые амперметры, поскольку они не способны работать с полуавтоматами мощностью более 200 ампер. Поэтому рекомендуем использовать токоизмерительные клещи. Это относительно недорогой и точный способ узнать значение тока, управление клещами понятное и простое.
Читать также: Обжим витой пары для интернета

Так называемые «клещи» в верхней части прибора охватывают провод и измеряют ток. На корпусе прибора находится переключатель пределов измерения тока. В зависимости от модели и цены разные производители изготавливают токоизмерительные клещи, способные работать в диапазоне от 100 до 500 ампер. Выберите прибор, характеристики которого совпадают с вашим сварочным аппаратом.
Токоизмерительные клещи — это отличный выбор, если нужно оперативно измерить значение тока, при этом не влияя на цепь и не подключая в нее дополнительные элементы. Но есть один недостаток: клещи абсолютно бесполезны при измерении значения постоянного тока. Дело в том, что постоянный ток не создает переменное электромагнитное поле, поэтому прибор просто не видит его. Но в работе с переменным током такой прибор оправдывает все ожидания.
Есть другой способ измерения тока, он более радикальный. Можно добавить в цепь вашего сварочного полуавтомата промышленный амперметр, способный измерять большие значения тока. Еще можно просто временно добавлять амперметр в разрыв цепи сварочных проводов. Слева вы можете видеть схему такого амперметра, по которой можете его собрать.
Это дешевый и эффективный способ измерения тока, но использование амперметра в сварочных аппаратах тоже имеет свои особенности. В цепь добавляется не сам амперметр, а его резистор или шунт, при этом стрелочный индикатор должен параллельно подключаться к резистору или шунту. Если не соблюдать эту последовательность, прибор в лучшем случае просто не будет работать.
Итог
Трансформатор является центральным узлом любого сварочного аппарата. Его главная задача – снижение напряжения и одновременное повышение силы тока до необходимого значения. Благодаря этому становится возможным соединение металлических изделий между собой.
Устройство сварочного трансформатора является достаточно простым. На данный момент в интернете можно найти большое количество схем реализации данного элемента. Так что его можно собрать даже в бытовых условиях. Однако для этого необходимо правильно выполнить расчет сварочного трансформатора.





