Управление процессом сварки
Сварка постоянным током (полярность) – это задача прогреть как можно лучше основной металл до расплавления, чтобы образовалась сварочная ванна. Если, к примеру, ток будет слишком мал, то сварочная поверхность металла не будет прогрета надлежащим образом. Если же ток будет слишком высок, то металл прогреется настолько хорошо, что дуга будет проникать внутрь, отталкивая металл назад.
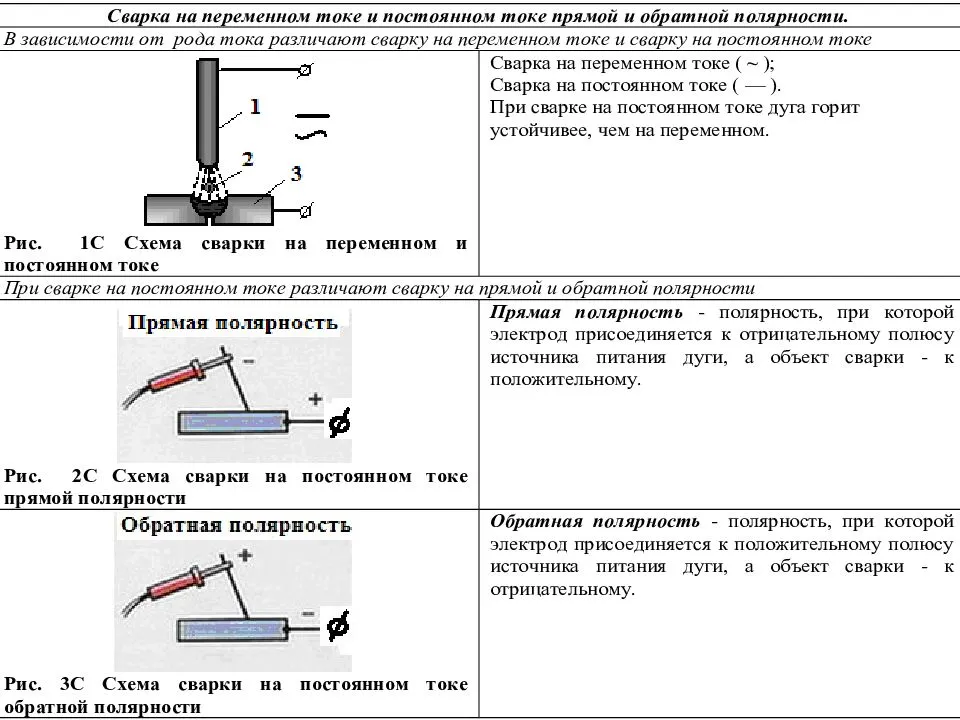
Прямая полярность сварки помогает организовать такую среду, в которой сварочная ванна будет растекаться, движением электрода можно будет легко руководить всем сварочным процессом.
ВАЖНО: профессиональные сварщики сразу ставят чуть больше ток сразу, а скорость сварки просто регулируют электродом (скоростью его перемещения по поверхности свариваемого изделия). Во время окончания шва рекомендуется наплавлять немного больше металла, чтобы не образовывался кратер
Методы контроля качества сварных соединений

Требования к качеству сварных швов в машиностроении достаточно высоки. Если наружные дефекты можно обнаружить при простом визуальном осмотре сварного шва, то выявление внутренних дефектов возможно только с помощью испытаний и спецоборудования. Основная задача любого метода контроля это определение степени однородности структуры сварного шва и выявление участков с обнаруженными посторонними включениями или пустотами.
Контроль качества сварного соединения может быть следующим:
- Контроль керосином. Такой вид контроля применяется для сварных швов в открытых металлических емкостях, требующих герметичных соединений деталей. В этом случае с одной стороны шов покрывается водным раствором мелового порошка. После высыхания мела с другой стороны шва наносится керосин. Через некоторое время при наличии дефектов в сварном соединении керосин проступает через них и образует темные пятна на меловом покрытии. Дефектные участки шва выбираются механическим путём и перевариваются. После чего проводится повторный контроль керосином.
- Контроль давлением. Используется для контроля сварных соединений закрытых емкостей. Входные отверстия закрытой емкости герметично закрываются и вовнутрь подаётся сжатый воздух с избыточным давлением. Если на протяжении определённого времени стрелка манометра не показывает снижение давления внутри емкости, то все швы считаются годными. Если давление падает, то дефектные участки выявляют с помощью обмыливания мыльным раствором и исправляют.
- Магнитопорошковая дефектоскопия (МПД) – применяется при выявлении наружных дефектов сварного шва. Зачищенное до металлического блеска сварное соединение покрывается специальным раствором – индикатором и просвечивается лампой с ультра-фиолетовым излучением. В случае обнаружения повышенной концентрации раствора – индикатора дефектный участок бракуется и подлежит исправлению.
- Ультразвуковой контроль (УЗК) – применяется для обнаружения внутренних дефектов и основан на принципе изменения длины звуковой волны при прохождении через материалы различной плотности. Изменение длины волны при прохождении через дефектный участок фиксируется прибором и определяется глубина залегания некачественного наплавленного металла.
- Рентгеноскопия. Метод контроля применяется для сложнодоступных сварных швов, к которым другие методы контроля невозможны. При прохождении через сварной шов рентгеновских лучей дефектные участки с отличной от основного состава плотностью проявляются на рентгеновском снимке. По форме и размерам дефектного участка определяется природа появления дефекта и принимается решение о браковке или разбраковке сварного соединения.
Если вас интересует сварка нержавейки, черных и цветных металлов с соблюдением стандартов качества, то готова предложить свои услуги. Наши профессиональные сварщики проведут сварочные работы в соответсвии с самыми строгими технологичекими требованиями. Мы осуществляем ручную дуговую сварку, полуавтоматическую в газовой среде, а также аргоновую TIG (ТИГ)-сварку. Будем рады сотредничеству!
Правила хранения оборудования ручной дуговой сварки
Продлить срок службы аппарата ручной дуговой сварки можно только соблюдая несколько нехитрых правил. После сварочных работ отключите устройство от сети и отсоедините все кабели и шланги. Очистите инвертор от загрязнений, если таковые имеются. Хранить сварочный аппарат РДС следует в сухом и проветриваемом помещении при температуре от — 30 °C до + 50 °C. Влажность воздуха должна быть не более 80 %. Поскольку агрегат содержит транзисторы, микросхемы и другие электронные элементы, то его нежелательно хранить в сильно запыленном помещении. Металлическая пыль особо опасна для такого оборудования. Устранить образовавшуюся пыль можно при помощи сжатого воздуха, продув им сварочное оборудование. Также следует исключить контакт влаги и агрессивных испарений, которые могут вывести из строя аппарат РДС. Лучше всего хранить оборудование в заводской упаковке. Если он хранился некоторое время при низкой температуре, то перед включением обязательно «выдержите» его в помещении, где температура воздуха составляет не менее 0 °C. Для того чтобы устройство «акклиматизировалось», ему необходимо пребывать в таких условиях минимум 6 часов в упаковке, и не меньше 2 часов без нее. За это время образовавшийся конденсат полностью испарится, а компоненты инвертора не повредятся.
Также важно своевременно обслуживать агрегат для MMA-сварки: продувать его от пыли, чистить контакты вставок, иначе они выгорят из-за плохого контакта. Чтобы оборудование прослужило вам дольше не используйте аппарат с длинным удлинителем с тонкими проводами
Как устроен трансформатор для сварки
Переменный ток способны вырабатывать трансформаторы. С этой целью они оснащены первичной и вторичной обмоткой, что делает вес устройства заметно больше. Такие аппараты применяются лишь для РДС сварки с использованием покрытых электродов. Толщина изделия зависит от мощности сварочного тока.
В процессе сварки на переменном токе наблюдается разбрызгивание металла. Увеличивается расход электродов. Неудобно работать таким агрегатом на высоте или в вертикальном положении. На переменном токе может наблюдаться затухание дуги, поэтому трудно делать шов сложной формы.

Плюсом сварочных аппаратов, которые работают на переменном токе, является их невысокая стоимость. К тому же, такое оборудование имеет простую конструкцию. Аппараты нередко используются в суровых условиях и на стройках.
Все составляющие таких аппаратов, довольно надежные и при необходимости ремонтопригодные.
Разновидность покрытий сварочных электродов

Обмазка электродов для переменного тока бывает 4 видов:
Кислая представляет собой смесь с большим содержанием железа и марганца, иногда с титаном и кремнеземом. Узнать их можно по маркировке «А». С их помощью можно варить неочищенный металл, однако в процессе выделяется много токсичных веществ.
Основная – самая популярная, маркируется как «Б»
Такими моделями можно работать с переменным током, но с осторожностью, так как потенциал ионизации у основного покрытия маленький.
Рутиловая – наиболее приспособленная для работы с «переменкой». Сварка проходит легко, быстро, нет большого разбрызгивания, хорошее качество шва
Узнать можно по маркировке «Р».
Целлюлозная обмазка более универсальная, подходящая как для «переменки», так и для постоянного тока. Маркируется как «Ц/С».
Обзор видов
Возможность различного подключения кабелей сварочного аппарата дает перемену полярности, в результате чего можно увеличивать глубину проникновения в металл и в конечном итоге добиться получения плотного сварочного шва на заготовках даже шириной меньше 0,5 мм. Разница между прямой и обратной последовательностью движения электрического тока состоит в возможности регулирования расположения электрической дуги относительно рабочей заготовки, а также в степени нагрева свариваемых поверхностей.
При изменении полярности подключения важно обращать внимание на то, что у анода тепловой энергии будет сгенерировано во много раз больше, чем в области катода. По умолчанию новый инверторный сварочный аппарат настроен на работу с прямым подключением полярности. При необходимости переставить провода с клеммами можно в любой момент
При необходимости переставить провода с клеммами можно в любой момент
В этом случае сварщик решает сам, как и в какие разъемы подсоединять держатель электродов и прищепку на металл. При изменении полярностей движение электрического тока станет противоположным, меняя при этом и характеристику самого сварочного процесса
При необходимости переставить провода с клеммами можно в любой момент. В этом случае сварщик решает сам, как и в какие разъемы подсоединять держатель электродов и прищепку на металл. При изменении полярностей движение электрического тока станет противоположным, меняя при этом и характеристику самого сварочного процесса.
Прямая
Прямая полярность подключения обладает следующими характеристиками:
в процессе электросварки получается довольно глубокий, но узкий шов на поверхности стыкуемых заготовок;
процесс электросварки достаточно облегчен, что бывает особенно важно, если в сплаве отсутствует железо или толщина металлических заготовок равна 3 мм;
электрическая дуга устойчива и постоянна, не склонна к срывам; сварочный процесс невозможно выполнить, если применять проволоку, у которой в составе имеется токопроводящий материал или она предназначена для выполнения работ в режиме переменного тока; с помощью электродуги можно выполнять резку металлических заготовок;
сила электрического тока оказывает влияние на химический состав сварочного шва, делая его прочным и аккуратным; методика может применяться для выполнения сварочных работ в защитной среде аргона или гелия;
нагрев присадочной проволоки или электропроводника происходит медленно;
с данной технологией электросварки можно работать инверторами, которые функционируют в режиме высокочастотного электротока;
при образовании шва снижен процент введения карбона в массу расплавленного металла.
Для успешного выполнения процесса электросварки при работе с постоянным электрическим током необходимо хорошо прогревать поверхность заготовки, доводя ее до момента плавления. Тем самым будет образовываться сварочная ванна. В данном случае прямая и обратная полярность направления электрического тока оказывает влияние на характеристики сварочной ванны. При работе в режиме прямой полярности в пределах ванны образуется среда, которая легко поддается заполнению расплавленным металлом. Он растекается, и движение сварочного электрода задает направление формируемому шву, контролируя при этом его глубину на объекте сваривания.









Обратная
Обратное подключение полярности электрического тока также имеет свои отличительные особенности:
- глубина сварочного шва невелика, но его толщина получается значительной;
- если нужно сварить две очень тонкие металлические пластины, то при таком методе их рабочая поверхность не будет деформирована;
- электродуга нестабильна, поэтому в данном случае нельзя использовать сварочный инвертор, который функционирует на невысоком электротоке;
- при работе риск прожога поверхности тонкостенных деталей минимален;
- для работы не применяются электроды, которые способны разрушаться от действия высоких температурных режимов;
- для получения качественного результата процесс подразумевает наличие минимального зазора между рабочими заготовками;
- сварочный процесс выполняется прерывистым типом шва.
Выбор полярности подключения сварочного инверторного аппарата обуславливает и выбор сварочных электродов. Например, при работе в обратном подключении угольные стержни будут быстро плавиться и сгорать, поэтому такой тип электрода применим только для работ в режиме прямого подключения. Качество ширины и глубины сварочного шва также находится в зависимости от выбора полярности. Чем выше сила электрического тока, тем глубже выполняется проваривание металла.
Обучение специалистов сварных работ
Работа сварщика является престижной и обладающей постоянной востребованностью. Но, для того, чтобы стать официально оформленным специалистом, необходимо получить образование в этой области. Это будет служить гарантией для работодателя, что сварные работы будут проведены грамотно, с соблюдением современных технологий и наименьшим процентом отхода в брак.
Поскольку развитие технологий сварки и выпуск нового оборудования происходят стремительно, то даже людям, имеющим большие практические навыки в этой области необходимо периодически проходить обучение, чтобы быть в курсе происходящих перемен и усовершенствований.
Обучению подлежат не только простые исполнители-сварщики, но и руководители работ – инженеры и технологи. Высший состав может закрепить свой статус при окончании профильных факультетов колледжей и институтов, а сварщикам достаточно окончить специализированные курсы.
После окончания курсов и успешного прохождения экзаменов учащемуся выдается удостоверение об окончании и присвоении ему соответствующего разряда. Такой документ является пропуском для получения денежной и интересной работы.
Программа занятий на курсах делится на две части – теоретическую и практическую. Первую из них ведут в специально отведенных для этого аудиториях лекторы, имеющие профильное образование и педагогический стаж.
Программа курса включает различные вопросы, в том числе соответствующие теме нашей статьи:
- полярность электродов при сварке;
- что такое обратная полярность при сварке;
- что такое обратная полярность при сварке инвертором;
- что это – обратная полярность при сварке постоянным током;
- обратная полярность при сварке постоянным током – что это такое;
- ток обратной полярности при сварке.
Разумеется, этим не исчерпывается полный список изучаемых предметов.
Практические занятия позволяют применить полученные знания в деле. На них обязательно должен присутствовать мастер, следящий за правильным ходом выполнения работ и отвечающий на возникшие вопросы.
За дополнительные деньги можно приобрести курс индивидуального обучения, но групповые занятия имеет свои преимущества. Рекомендуется прислушиваться к разбору совершенных ошибок других участников занятий. Это позволит приобрести дополнительную информацию о правильном выполнении различных методов сварки.
После окончания прохождения программы наступает очередь доказать свои знания и показать умение приемной комиссии на выпускном экзамене. При положительной оценке, выставленной комиссией, учащемуся выдают удостоверение узаконенного образца.
В удостоверении указывается наименование учебного центра, который его выдал. Указываются практические действия по сварке, проведенные экзаменуемым. Проставляется оценка за демонстрацию теоретических основ по сварке. Необходимо следить, что внизу имелись подписи председателя и членов экзаменационной комиссии. После этого новоиспеченный сварщик ставит свою подпись.
При окончании курсов можно получить конкретную специализацию, например, “Сварщик электродуговой сварки”, «Газосварщик”, “Сварщик-вышкомонтажник». В последнее время особо престижной является профессия “Сварщик-аргонщик”. Она дает право работать на сварке под защитой газа-аргона, что дает большие преимущества перед другими способами.
Сварщикам, мастерам, инженерам, технологам и руководителям работ, желающим иметь доступ к контролю соединений на особо ответственных конструкциях, имеется возможность получить дополнительное образование, закончив курсы НАКС. Это значительно повысит их конкурентоспособность.
Полярность при сварочных работах
При ручной дуговой сварке подача присадочной проволоки осуществляется в автоматическом режиме. Сваривание деталей по технологии РДС осуществляется при постоянном токе. К клеммам сварочного инвертора нужно подключить кабели массы и электрода. Они обозначаются знаками “+” и “-“. Полярность определяет способ подсоединения проводов к клеммным колодкам полуавтомата. Этот этого параметра зависит характер движения элементарных частиц, что воздействует на сварочный процесс. Если полуавтоматический прибор для сварки функционирует при переменном токе, то сварщик не сможет поменять полярность
При сварке с прямой полярностью кабель с электродным стержнем соединяется с контактом “минус”, провод с прищепкой – с разъемом “плюс”. Температура на концах электрического инвертора достигает 1000 °C. При переходе на обратную полярность провода с электродом и прищепкой нужно поменять местами. Температура на концах электродного стержня повысится до 4000 °C. Смена полярности позволяет контролировать температурный режим обрабатываемых заготовок.
Изменять местоположение кабелей необходимо при обработке легированных изделий. Полярность меняется при различных функциональных режимах сварочного аппарата. Они определяются размерами и материалом изготовления свариваемых изделий. Прямое подключение кабелей используется при проведении сварочных работ на открытом воздухе. В данных условиях детали соединяются с применением трубчатой нити из алюминия, заполненной порошкообразным веществом. В этих условиях можно сваривать толстые металлические пластины.
Смена местоположения кабелей осуществляется при следующих условиях:
- При наличии защитных газ, предназначенных для изолирования металлов от воздействия оксидов и ускорение нагрева дуги.
- При использовании флюсовых присадок, необходимого для создания однородного диффузного слоя.
При прямой и обратной полярности формируются анодные и катодные пятна. Анодное облако является наиболее горячим. Его температура может достигать 800 °C. Через пятна проходит электроток. В этих областях наблюдается низкое напряжение, что обусловлено местоположением сварочной дуги.
Смена полярности позволяет сварщику увеличить глубину сварочного шва и обрабатывать конструкции с шириной менее 0,3 см. Сварка на прямой и обратной последовательности предоставляет возможность регулировать расположение дуги, что снижает скорость нагрева свариваемых изделий.
Выделяют следующие особенности сварки MMA с прямой полярностью:
- Позволяет получить прочный, узкий и глубокий сварочный шов.
- Облегчает сварку изделий, в составе которых отсутствует железо, и деталей толщиной более 0,3 см.
- Стабильность и устойчивость электрической дуги к срывам.
- Сварка невозможна, если применяются металлические стержни с электропроводным материалом, работающих при переменном токе.
- Высокое качества раскройки обрабатываемых заготовок.
- Воздействует на химический состав свариваемых изделий.
- Высокой коэффициент наплавки при нагревании сварочной дуги в аргоновой или гелиевой среде.
- Низкие темпы нагрева стержня электрического проводника или присадочной проволоки. Благодаря этому свойству при сварке модно применять инверторы, функционирующие при высокочастотных токах.
- Снижает процент внедрения карбона в массу свариваемого изделия.
РДС сварка при обратном подключении обладает следующими отличиями:
- Большая толщина и низкая глубина шва.
- При соединении тонких пластин их поверхность не деформируется.
- Нестабильность дуги, поэтому для сварки нельзя применять инверторы, работающие на невысоких токах.
- Низкий риск прожога поверхности металла, что обусловлено отбортовкой свариваемых поверхностей.
- При сваривании нельзя использовать стержни, разрушающихся при воздействии высоких температур.
- Требует минимизации зазора между свариваемыми частями.
- Низкий потенциал напряжения электротока.
- Сварка производится прерывистым швом.
При неправильном выборе полярности заготовки могут частично расплавиться, что приведет к возникновению кипящих брызг в сварочной ванне.
Сварочное оборудование переменного и постоянного тока
Работы по сварке производят с применением следующих аппаратов:
- Трансформаторов. Наиболее простые, дешевые и надежные устройства. Дают на выходе переменное напряжение.
- Выпрямителей. Отличаются от предыдущих наличием диодного или тиристорного моста, преобразующего переменный электроток в постоянный. По сравнению с предыдущим вариантом имеют большие размеры и вес, сложнее устроены и стоят дороже.
- Инверторов. Дают на выходе постоянный электроток. Отличаются компактными размерами.
Инвертор преобразует сетевой ток в следующем порядке:
- Выпрямляет.
- Превращает в переменный с высокой частотой (60-80 кГц). Эту функцию выполняет специальный электронный узел с быстропереключающимися транзисторами, управляемый микросхемой.
- С помощью преобразователя понижает напряжение до рабочей величины.
- Опять выпрямляет.
Оснащение инвертора электроникой дает дополнительные преимущества в виде следующих функций:
- Горячий старт. Облегчает розжиг дуги путем кратковременного увеличения напряжения.
- Антизалипание. Сброс напряжения в ситуациях, когда расходник надолго коснулся заготовки (часто наблюдается при розжиге).
- Форсаж дуги. Состоит в кратковременном увеличении силы электротока в случае, когда есть риск затухания дуги. Чаще всего это происходит при замыкании электрода и заготовки каплей расплавленного металла.
- Стабилизация. Обеспечивает сохранение параметров режима сварки в условиях колебания напряжения на входе.
Различают аппараты для следующих видов электросварки:
- Тугоплавким расходником в среде защитного газа. Используют горелку с вольфрамовым или графитовым электродом и соплом для нагнетания аргона. В зону сварки подают присадочный материал в виде проволоки. Возможна работа устройства без подачи газа. Тогда в качестве присадочного материала используют полую проволоку, заполненную флюсом. Тот при выгорании превращается в газ.
- Плавящимся электродом. Такие расходники снабжены собственным флюсом в виде покрытия (обмазки). Помимо защитных компонентов, оно содержит легкоионизируемые, улучшающие горение дуги.
По назначению устройства делятся на виды:
- Для ручной сварки – аргонной и плавящимся электродом.
- Полуавтоматы. Предназначены для сварки тугоплавким расходником, присадочный материал подается механизированным способом.
- Автоматы. Работа ведется без участия человека в соответствии с заданными пользователем настройками. Агрегат оснащается тугоплавким электродом.
Рекомендуем к прочтению Что такое сварные конструкции
Принцип работы тиристора
Детали регулятора подключены как параллельно, так и встречно друг другу. Они постепенно открываются импульсами тока, которые образуются транзисторами vt2 и vt1. При запуске прибора оба тиристора закрыты, С1 и С2 это конденсаторы, они будут заряжаться через резистор r7. В тот момент, как напряжение какого-либо из конденсаторов достигнет напряжения лавинной пробивки транзистора, тот открывается, и через него и идёт ток разряда, совместного с ним конденсатора. После открытия транзистора открывается соответствующий ему тиристор, он подключит нагрузку в сеть. Затем начинается противоположный по признакам полупериод переменного напряжения, что предполагает закрытие тиристора, затем следует новый цикл подзарядки конденсатора, уже в противоположной полярности. Далее открывается следующий транзистор, но снова подключит нагрузку в сеть.
Основные свойства дугового разряда
В процессе работы, для того, чтобы возбудить дуговой разряд, производится кратковременное касание заготовки электродом, то есть, создание короткого замыкания с последующим разрывом металлического контакта и установлением требуемого воздушного зазора. Таким способом выбирается оптимальная длина сварочной дуги.

При очень коротком разряде электрод может прилипать к заготовке, плавление происходит чересчур интенсивно, что может привести к образованию наплывов. Длинная дуга отличается неустойчивостью горения и недостаточно высокой температурой в зоне сварки.










Неустойчивость и видимое искривление формы сварочной дуги часто можно наблюдать при работе промышленных сварочных агрегатов с достаточно массивными деталями. Это явление называется магнитным дутьем.
Суть его заключается в том, что сварочный ток дуги создает некоторое магнитное поле, которое взаимодействует с магнитным полем, создаваемым током, протекающим через массивную заготовку.
То есть, отклонение дуги вызывается магнитными силами. Дутьем процесс назван потому, что дуга отклоняется, как будто под воздействием ветра.
Радикальных способов борьбы с этим явлением нет. Для уменьшения влияния магнитного дутья применяют сварку укороченной дугой, а также располагают электрод под определенным углом.
Особенности точечной сварки
Особенности точечной сварки заключаются в возможности применения различных режимов сварки. Различают жесткий и мягкий режимы сварки. Первый характеризуется большим током, малой продолжительностью токового импульса (0,08-0,5 секунд в зависимости от толщины металла) и большой силой сжатия электродов. Его применяют для сварки медных и алюминиевых сплавов, обладающих большой теплопроводностью, а также высоколегированных сталей для сохранения их коррозионной стойкости.
При мягком режиме производится более плавный нагрев заготовок относительно небольшим током. Продолжительность сварочного импульса составляет от десятых долей до нескольких секунд. Мягкие режимы показаны для сталей, склонных к закалке. В основном именно мягкие режимы используются для контактной точечной сварки в домашних условиях, поскольку мощность аппаратов в этом случае может быть ниже, чем при жесткой сварке.
Какую использовать?
Одним из важных критериев, на котором основывается выбор полярности электросварки, является состав покрытия сварочного электрода. В зависимости от материала электрода подбирается режим электросварки. Например, черные угольные стержни, которые имеют свойство быстро нагреваться, выбирать для сварки методом обратной полярности нецелесообразно. Такие электроды быстро разрушатся, и процесс электросварки будет постоянно прерываться, кроме того, они не подходят для тонкого металла.
Правильная подборка электрода в этом случае зависит от состава материала заготовки. Если взять электрод без покрытия, то при электросварке в условиях прямой полярности он будет хорошо плавиться и гореть, а если работать с такой проволокой в условиях переменного электротока, электрод без покрытия гореть не будет. Прочность и внешний вид сварного шва зависит от полярности расположения полюсов. Чтобы получить максимально глубокую проварку металла, потребуется применить технологию использования постоянного тока с обратной направленностью. При таком расположении полюсов максимальный набор тепловой энергии будет в области анода.
Применение электросварки с обратной направленностью тока считается наиболее востребованным. Сварочный аппарат может осуществлять подачу сварочной проволоки с определенной скоростью, от этого будет зависеть выбор определенных вариантов технологий сварки. Электрический ток обратной полярности применяется для работы в среде защитных газов, а сварка с прямой направленностью используется при работе с флюсовой порошковой сварочной проволокой.
Прямая и обратная направленность электротока выбирается исходя из ряда факторов, главными из которых являются состав расходных материалов, применяемое оборудование, вид металла заготовки и ее толщина
Вне зависимости от того, какая полярность подачи электротока будет выбрана, имеются определенные нюансы, которые важно учитывать
Известно, что используя постоянный электроток, можно получить сварочное соединение без наличия большого образования окалины из-за брызг. Остывший шов получается аккуратным и прочным. Такие характеристики шва объясняются тем, что при работе постоянным током не происходит частой смены полярностей, в отличие от работы переменным видом подачи электротока.
В случае, когда для сварочного процесса используются электроды плавящегося типа, то ввиду разницы нагрева между катодом и анодом возможны прожоги поверхностей заготовок. Чтобы избежать прожога заготовки в участке подсоединения ее к электрокабелю, используют прижимную струбцину.
По каким критериям отбирались образцы
Впрочем, неплохо развивают свое присутствие на отечественном рынке и наши предприятия. Сейчас в стране работает несколько десятков заводов, производящих электроды.
Экспертные оценки учитывали, таким образом, сразу несколько сопутствующих показателей, касающихся:
- объемов производства;
- качества производимой продукции;
- попадания наименований этих предприятий в специализированные рейтинги;
- отзывов профессиональных экспертов.
Все эти сведения приводятся для того, чтобы сварщик, приходя в магазин, более осознанно ориентировался в предмете выбора.
Понимая, что полноценный обзор займет очень много места, эксперты выбрали лишь те электроды, которые используются при ручной сварке и и подходят для того, чтобы работать с низколегированными и углеродистыми сталями.
У каждого производителя, ради экономии того же места в обзоре, брались только те модели, которые собрали в свободном обсуждении в Интернете максимум положительных рецензий от пользователей.
Конструкция на трансформаторах
Обычный аппарат для сварки по размерам и форме выглядел как стиральная бытовая машинка на колесах, только еще тяжелее. Замкнутый магнитопровод располагался вертикально. Внизу находилась первичная обмотка трансформатора.

Вторичная обмотка была подвижной. Она прикреплялась к гайке вертикального винта с ленточной резьбой. На крышке корпуса располагался рым-болт с ручкой.
При вращении ручки гайка с вторичной обмоткой перемещалась по винту, изменяя магнитный поток, проходящий через катушки. Таким образом, осуществлялась регулировка сварочного электротока.
Для перемещения аппарата на крышке имелась ручка, для присоединения проводов сварочной цепочки на боковой стенке располагался зажим. Все стенки имели щелевые отверстия для охлаждения трансформатора.
Говоря о таких аппаратах в прошедшем времени, имеется в виду, что сейчас в большинстве своем используют сварочные инверторы переменного и постоянного тока. Сварочным оборудованием на основе силового трансформатора практически не пользуются.
Чтобы сварочный шов получался качественным, требуется круто падающая вольтамперная характеристика трансформатора. Это достигается двумя способами. Первый вариант: в трансформаторе с нормальным магнитным рассеянием и отдельной реактивной катушкой (дросселем) регулировку сварочного процесса осуществляют за счет изменения зазора в сердечнике дросселя.
Второй вариант: регулировка осуществляется за счет изменения зазора между первичной и вторичной катушками. При этом изменение электротока в широком диапазоне не приводит к изменению напряжения дуги, что положительно сказывается на качестве шва.

Трехфазный переменный ток
В промышленности, как правило, используется трехфазный переменный ток. Такой ток получают при помощи трехфазных генераторов переменного тока. Упрощенное устройство трехфазного генератора показано на рисунке ниже.
Фазы трехфазного тока принято обозначать тремя первыми буквами латинского алфавита: A, B и C.
Схематично рисунок выше можно представить так:
В трехфазных цепях переменного тока провода, отмеченные цифрами 1, 2 и 3, объединяют в один провод, называемый нулевым или нейтральным.
В полном виде схема питающей сети трехфазного тока и ее параметры представлены ниже.
Как это видно из рисунка, показанного выше, ротор во время вращения наводит электродвижущую силу (ЭДС) сначала в катушке фазы А, затем в катушке фазы В, а затем в катушке фазы С. Таким образом кривые напряжения на выходных клеммах этих катушек как бы сдвинуты между собой на угол 120º.










Плюсы и минусы инверторной сварки
Инверторные устройства показывают КПД в пределах 85 – 95%, надо сказать, что это высокий показатель среди электронной аппаратуры. Используемая схема позволяет выполнять регулировку уровня сварочного тока от нескольких ампер, до сотен, а то и тысяч.
https://youtube.com/watch?v=SRLRSxWUJxc
Например, инвертор марки ММА, он составляет 20 – 220 А. Инверторы могут работать длительное время. Управление источником питания можно выполнять дистанционно. К несомненным преимуществам инверторов можно отнести их малые габаритно-весовые характеристики, позволяющие перемещать устройство на месте выполнения сварки. В конструкции аппаратов использована двойная изоляция, обеспечивающая электрическую безопасность.
Технологические достоинства
Применение инверторов позволяет использовать электроды любой марки, которые работают и с постоянным и переменным током. Устройства этого типа могут быть использованы для сварки с неплавящимся электродом в среде защитного газа. Кроме того, конструкция этого оборудования позволяет легко автоматизировать сварочные процессы.
Сварка может быть выполнена с применением короткой дуги, таким образом, снижаются энергопотери и повышается качество сварного шва, в частности, на поверхности свариваемых деталей практически не образуются брызги от выполнения сварки. Кстати, применение инверторов позволяет получать швы в любой пространственной конфигурации.
Микропроцессор
В управлении современными сварочными инверторами применяют микропроцессоры, и это обеспечивает стабильную связь между напряжением, током.
Минусы, которым обладают инверторы
Инверторы ремонтировать несколько сложнее, чем традиционные трансформаторные агрегаты. Если из строя выйдут некоторые элементы управления, размещенные на плате, то ремонт может встать примерно в треть от стоимости нового сварочного инвертора.
Инверторы, в отличие от оборудованиях других типов, очень боится пыли. То есть такие аппараты должны чаще обслуживаться. Работа инверторным сварочным аппаратом ограничена и низкими температурами. Кроме того, существуют некоторые ограничения на хранение инвертора при минусовых температурах. Это чревато образованием конденсата, который может привести к короткому замыканию на плате.
Продолжительность разряда
Кроме критериев защищенности, дуговой разряд классифицируется по продолжительности. Существуют процессы, в которых горение дуги происходит в импульсном режиме.

В таких устройствах сварка осуществляется короткими вспышками. За время вспышки, температура успевает возрасти до величины, достаточной для локального расплавления небольшой зоны, в которой образуется точечное соединение.
Большинство же применяемых сварочных технологий использует относительно продолжительное по времени горение дуги. В течение сварочного процесса происходит постоянное перемещение электрода вдоль соединяемых кромок.
Область повышенной температуры, создающая сварочную ванну, перемещается вслед за электродом. После перемещения сварочного электрода, следовательно, и дугового разряда, температура пройденного участка снижается, происходит кристаллизация сварочной ванны и образование прочного сварного шва.





