Отличие электродов для постоянного и переменного тока
Сварочный ток бывает постоянного и переменного типа. В зависимости от вида напряжения используются соответствующие электроды, от которых зависят прочностные характеристики шва.
Но все же между стержнями для постоянного и переменного тока имеются определенные различия:
- стержни, которые предназначены для работ с использованием переменного тока, можно применять и при сварке с постоянным напряжением. По этой причине их считают универсальными электродами;
- расходники для постоянного напряжения нельзя применять при сваривании с применением переменного тока.
Однако стоит помнить, что изделия, которые входят во вторую группу, позволяют получить более качественное и прочное соединение. Обычно они применяются при осуществлении работ с высокой ответственностью.
Критерии выбора режима автоматической сварки под флюсом
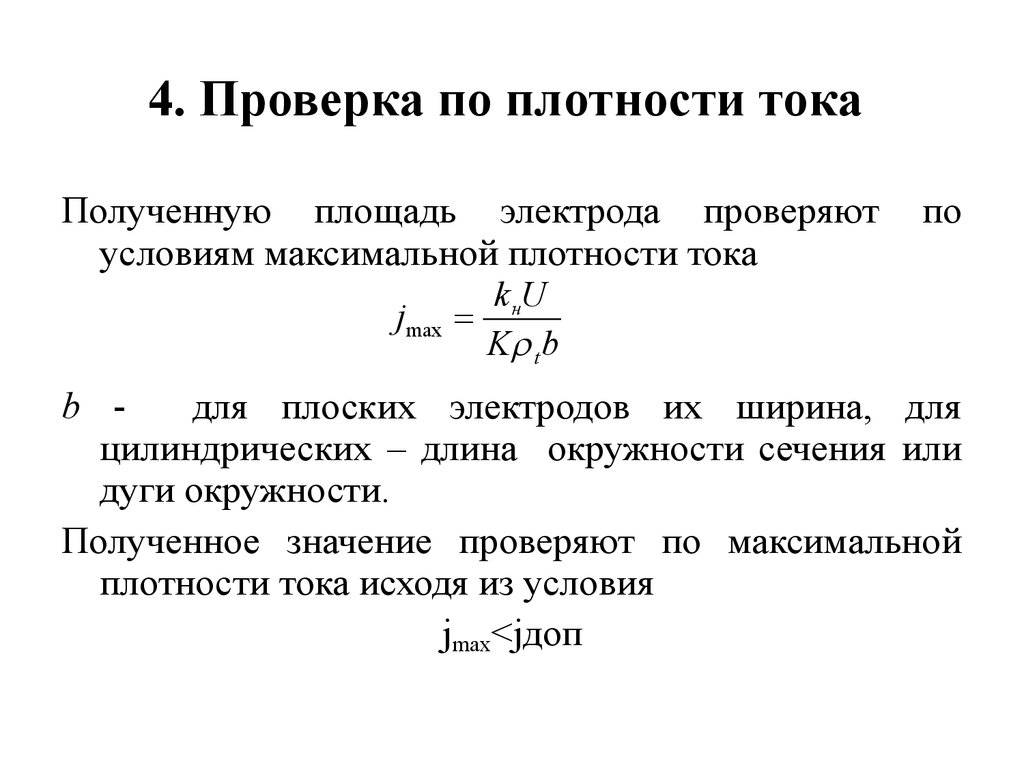
К основным параметрам выбора различных режимов сварки автоматом с защитой флюсом относятся: толщина кромок соединяемых изделий, требования, предъявляемые к геометрии (размерам и формам) швов (они зависят от глубины, на которую проплавляется металл), и ширина соединения.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
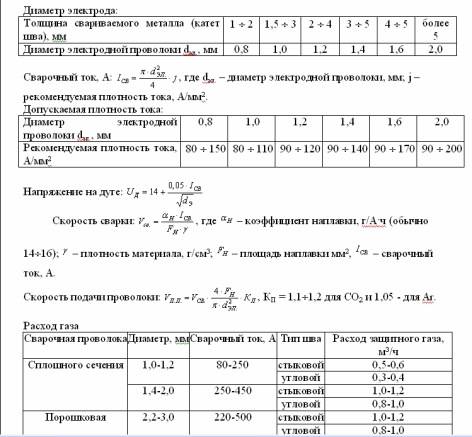
В ходе выбора режима работы, опираясь на толщину деталей, определяют диаметр проволоки. После чего рассчитывают сварочный ток, исходя уже из диаметра электрода. Затем высчитывается, с какими скоростями следует подавать проволоку в сварную ванну и производить сварку.

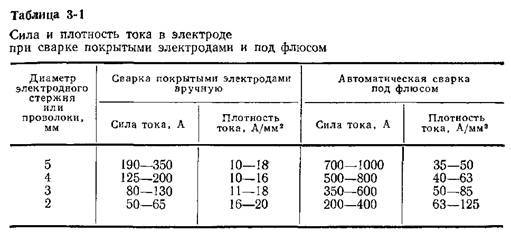
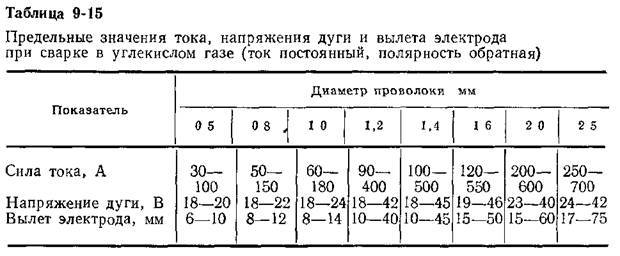
Электродная проволока, используемая для сварки автоматом, должна иметь сплошное сечение, а диаметр может колебаться от 1 до 6 мм. И это при силе тока от 150 до 2000 А. Напряжение дуги – от 22 до 55 В. Данные таблицы, которая приводится ниже, позволяют приблизительно определять режимы автоматической сварки под флюсом:
| Свариваемый материал | Толщина металла, мм | Вид шва | Форма кромок | Зазор, мм | Диаметр электрода, мм | Сила тока, А | Напряжение, В при токе: | Скорость сварки, м/ч | |
| переменном | постоянном (обратной полярности) | ||||||||
| 3 | Односторонний | Без разделки | 0–1,5 | 2 | 250–500 | 28–30 | 26–28 | 48–50 | |
| 5 | Односторонний | Без разделки | 0–2 | 2 | 400–450 | 28–30 | 26–28 | 38–40 | |
| 10 | Односторонний | Без разделки | 2–4 | 5 | 700–750 | 34–38 | 30–34 | 28–30 | |
| 10 | Двусторонний | Без разделки | 1–3 | 5 | 650–700 | 34–38 | 30–34 | 32–34 | |
| 20 | Односторонний | Без разделки | 5–7 | 5 | 950–1000 | 40–44 | 32–36 | 18–20 | |
| 20 | Двусторонний | Без разделки | 2–4 | 5 | 750–800 | 38–42 | 32–36 | 22–24 | |
| 30 | Двусторонний | Без разделки | 6–8 | 5 | 950–1000 | 40–44 | – | 16–18 | |
| 6 | Односторонний | V-образная, 60° | – | 3 | 250–280 | – | 30–32 | 25–28 | |
| 10 | Двусторонний | V-образная, 60° | – | 3 | 350–380 | – | 30–32 | 17–20 | |
| 12 | Двусторонний | V-образная, 60° | – | 5 | 500–550 | – | 30–32 | 30–36 | |
| Сварка титана и его сплавов | 4 | Односторонний | – | – | 3 | 340–360 | – | 32–34 | 45–55 |
| 8 | Двусторонний | – | – | 3 | 350–380 | – | 32–34 | 45–55 | |
| 16 | Двусторонний | – | – | 4 | 590–600 | – | 32–34 | 40–50 | |
| 6 | Односторонний | Без разделки | – | 4 | 520–540 | – | 40–42 | 40 | |
| 12 | Односторонний | Без разделки | – | 5 | 800–820 | – | 42–44 | 16 |
Популярные марки электродов
Диаметр электрода и сила тока – главные критерии, которые требуется настраивать в первую очередь. От них зависит правильный и качественный сварочный процесс. Особенно тяжело с подбором данных параметров новичкам, потому что они не знают правильно соотношение напряжения и размера диаметра стержней. По этой причине стоит предварительно изучить специальную литературу, таблицы с указанием настроек режимов сварки.
Но все же нужно знать не только, как выбрать силу тока при сварке инвертором, но и марки стержней для работ с применением переменного и постоянного напряжения.
По этой причине стоит рассмотреть популярные марки стержней:
- Электроды МР-3С. Данные стержни считаются востребованными расходниками, они относятся к универсальным видам. Их можно использовать, когда применяется постоянный и переменный ток сварки. Преимущество расходников состоит в том, что при их использовании отмечается легкое воспламенение дуги при первом и при последующих розжигах. На поверхности имеется обмазка из рутила, она защищает соединения от окисления, от проникновения шлака.
- АНО-37. Электроды рекомендуется использовать при сваривании и ремонте изделий из углеродистых и низкоуглеродистых металлов. Обладают низкой чувствительностью к грязи и ржавчине. Расходники этой марки с легкостью перекрывают большие зазоры в металлических изделиях. В инструкции на упаковке имеется подробная инструкция, в ней указывается на каком токе нужно варить электродом 3 мм, 4 мм, 5 мм и с другими размерами диаметра. При их использовании отмечается легкое разжигание дуги. Соединение отлично образуется при небольших показателях напряжения сварки. Данные стержни могут применять новички, начинающие сварщики при помощи них смогут сделать качественные сварные соединения.
- ОК 46.00. Электроды этой марки рекомендуется применять при сваривании изделий из углеродистой стали. Их можно спокойно применять для плохочищенных изделий, они обладают легким поджигом. Их можно смело применять для заваривания широких зазоров. Стержни обладают низкой чувствительностью к поверхностям с загрязнениями, ржавчинной. Во время их применения разбрызгивание расплавленного металла небольшое. Подходят для проведения сварки в разных пространственных положениях.
- ОЗС-4. Стержни применяются при работе с изделиями из углеродистого металла. Перед проведением сварки поверхность изделий не обязательно очищать от загрязнений, ржавчины. Электроды подходят для сварки, даже если на заготовках присутствует влага. Обеспечивают легкое разжигание дуги и сохраняют ее равномерное горение на протяжении всего сварочного процесса. В инструкции к стержням указывается, какой должен быть ток для сварки электродом 3 мм, 4 мм, 5 мм и с другими диаметрами. Электроды позволяют осуществлять сварку на режимах, при помощи них можно с легкость сваривать изделия с большой и средней толщиной.
- LB-52U. Стержни обладают несколькими положительными качествами – имеют высокую степень производительности, снижают до минимума разбрызгивание расплавленного металла, наделены отличными механическими качествами, обеспечивают сохранение стабильной дуги при низком и высоком напряжении.
- АНО-4. Электроды применяются для сваривания изделий из углеродистого металла. При помощи стержней можно варить загрязненные, ржавые и даже влажные заготовки. Они обеспечивают легкое разжигание дуги, а затем они поддерживают ее стабильное горение. Но все же у них наблюдается небольшая склонность к появлению пор. Готовые соединения обладают высокой прочностью. Электроды обладают низкой чувствительностью к изменению длины дуги.
Практически ко всем электродам независимо от марки прилагается инструкция. В ней указывается, как выбрать ток для сварки инвертором и другими сварочными аппаратами для стержней в зависимости от диаметра. Но все же опытные сварщики полагаются и на другие факторы – вид металла, его толщина, размер будущего соединения и прочее.
Синергетическое управление
Инверторные источники питания позволяют ускорить изменения параметров по току до 1000 А/мс. Высокое быстродействие источника способствует оптимальному выбору токов импульса и паузы, времени импульса и паузы, частоты импульса в зависимости от скорости подачи проволоки Это обеспечивает стабильный перенос капли электродного металла за один импульс.
В современных полуавтоматах внедрены микропроцессорные технологии управления импульсными процессами сварки в зависимости от марки стали, диаметра проволоки, вида защитного газа. Такие системы называются синергетическими.

Благодаря предварительному программированию импульсных режимов во время сварки регулируются только два параметра: сварочный ток и длина дуги. Синергетическое оборудование легко перестраивает режимы сварки в зависимости от марки свариваемой стали, диаметра электродной проволоки и вида защитною газа.
В синергетической системе оборудования фирмы “Кемппи” запрограммированы оптимальные параметры режима сварки для различных комбинаций материала: углеродистая сталь, нержавеющая сталь, алюминиевые сплавы; диаметров электродной проволоки сплошного сечения: 1,0; 1,2; 1,6 мм; времени заварки кратера.
Особенности проволоки
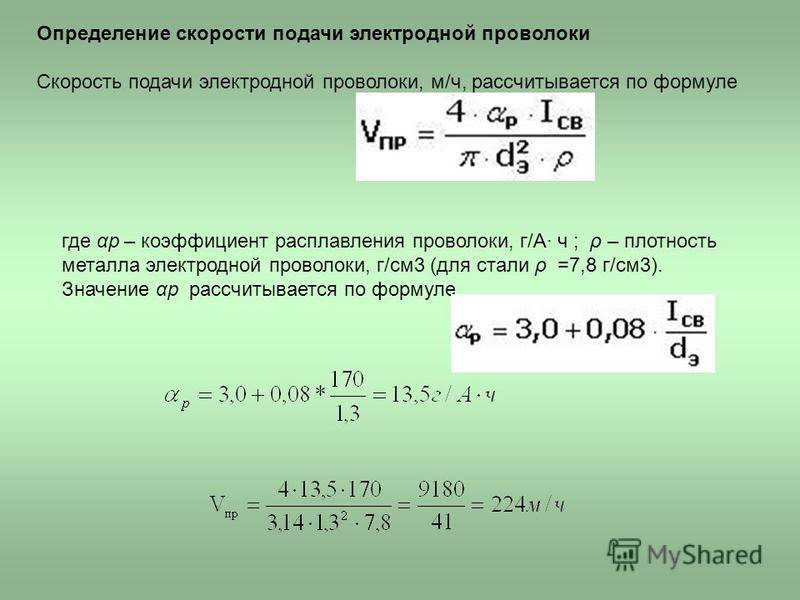
На расход проволоки оказывает влияние множество причин, включая человеческий фактор в контексте наличия у сварщика требуемой квалификации. Однако наиболее объективным является значение коэффициента наплавки.

Нержавеющая сварочная проволока Alfa Global ER 347Si. Фото Сварочные Технологии
Этот показатель определяет количество наплавленного металла за единицу времени при силе тока один ампер. На величину коэффициента влияют состав материала проволоки, организация защиты зоны сварки (газы, флюс), а также вид тока (переменный, постоянный) и его полярность. Значение коэффициента наплавки в зависимости от типа проволоки и способа ведения технологического процесса могут колебаться от 5-7 до 18-20 г/А*ч. Выделяют несколько видов проволок: титановая, медная, легированная, полированная, нержавеющая, стальная, алюминиевая, омедненная, порошковая. Определяется коэффициент в основном экспериментальным путем.
Справка. Коэффициент наплавки, а также другие технические характеристики популярных марок: ПАНЧ-11, СВ08Г2С, ER70S-6, ВТ1-ооСв представлены в соответствующих статьях.
Практическое определение
Опытному сварщику не составит труда правильно выбрать режим сварки, если известны размеры заготовок и характеристики металла, из которого они изготовлены. При необходимости можно обратиться к одной из технологических таблиц.
Необходимо обращать внимание на рекомендации, прилагаемые к самим электродам и сварочному аппарату в инструкции. Существуют также эмпирические формулы, по которым можно произвести расчёт сварочного тока
Для электродов, имеющих диаметр менее 4 мм или более 6 мм, иногда применяют следующую формулу:
I = (20 + 6d) d
В этой формуле I – сварочный ток, выраженный в Амперах, d – диаметр электрода в миллиметрах.
Для выбора сварочного тока при использовании электродов, имеющих диаметр менее 3 мм, и работе в самом простом нижнем положении, можно применить соотношение:
I = 30 d;
при диаметре 3-4 мм формула меняется на:
I = 40 d.
Расчетное значение на практике корректируют. Обычно происходит изменение в меньшую сторону на 10-15%.


Подбор силы тока
Диаметр расходных материалов подбирается согласно толщине свариваемой детали, не говоря уже о размерах шва и способа сварки. Если необходимо заварить поверхность шириной в 3-5 мм, то диаметр следует выбирать 3-4. До 8 мм ширины вполне достаточно 5 электрода. Для каждого из этих положений нужно выбирать свое количество Ампер:
- Ток при сварке электродом 3 мм должен лежать в пределах от 65 до 100 А. Такой разброс зависит от металла и выбранного положения. Для начала рекомендуется ставить среднее значение, в данном случае 80 А.
- Сила тока при сварке электродом 4 мм лежит в пределах от 120 до 200 А. Это один из наиболее распространенных видов диаметра, который используется в промышленности, так как он подходит для работы, как с большими, так и мелкими швами.
- При 5 мм потребуется сила от 160 до 250 А, в зависимости от положения и выбранного типа металла. Это достаточно массивный расходный материал и количество Ампер здесь зависит от требуемой глубины проварки. Чтобы сделать ванную глубиной более 5 мм потребуется максимально полная мощность. Для стандартных режимов достаточно будет силы в 200-220 А. Для длительной работы с такими вещами следует иметь качественный и надежный трансформатор достаточной мощности.
- 6-8 мм электроды нуждаются в минимум 250 А, хотя для тяжелых работ может потребоваться значение в 300-350 А.

Настройка сварочного тока
Стоит отметить, что современная тенденция производства компактных сварочных аппаратов для домашнего использования делает все более востребованными расходные материалы толщиной в 1; 1,5; 2 мм. Для таких значений подойдет сила от 30 до 45 А, но при этом регулировка на аппарате должна быть достаточно плавная, так как тут даже небольшая погрешность может оказаться критической.
Таблица соотношения электрода и сварочного тока
Режим подбора тока для сварки стандартных стыковых соединений:
| Разновидность шва | Диаметр,мм | Ток, А | Толщина металла на заготовке, мм | Зазор до сварки, мм |
| 1-сторонний | 3 | 180 | 3 | 1.9 |
| 2-сторонний | 4 | 220 | 5 | 1.5 |
| 2-сторонний | 5 | 260 | 7-8 | 1.5-2 |
| 2-сторонний | 6 | 330 | 10 | 2 |
Также можно воспользоваться универсальной таблицей для широкого диапазона:
| Толщина заготовки,мм | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 |
| Толщина электрода,мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| Сила тока, А | 10..20 | 30..45 | 65..100 | 100..160 | 120..200 | 150..200 | 160..250 | 200..350 |
Порядок расчета режимов
В конструкторской документации задаются толщина свариваемых деталей, тип и форма разделки сварных швов по ГОСТ для соответствующих видов металла и его марок. Технология выполнения работ определяет параметры режима сварки и операции по подготовке свариваемых комок.
Используются следующие формулы для расчета параметров сварки:
Q=(I * U * 60) * к / V, где:
- Q – удельная тепловая энергия (кДж/мм);
- I – сварочный ток (А);
- U – напряжение на дуге (В);
- V – скорость сварки (мм/мин.);
- к – коэффициент полезного тепловложения (для сварки под флюсом К = 0,9).
Коэффициент формы сечения шва рекомендуется в диапазоне 1…1,5. F=S / h, где:
- S — ширина шва;
- h – глубина проплавления.
Что такое коэффициент расплавления электродов?
Во время проведения сварочных работ методом ручной дуговой сварки электрод расплавляется – именно это и помогает в образовании сварного шва. У каждого типа электродов имеется свой коэффициент расплавления, который высчитывается в зависимости от того, какая масса расплавленного электрода приходится на один ампер силы тока за промежуток времени горения дуги, равный одному рабочему часу.
При проведении сварочных работ следует учитывать, что не вся масса расплавленного электрода переносится в сварной шов, так как в данном случае присутствуют, кроме того, такие явления, как разбрызгивание расплавленного металла, его испарение, а также угар, вызываемый горением сварочной дуги. При этом уровень потерь металла электрода при сварке зависит от нескольких факторов:
- от состава проволоки, используемой для изготовления электрода
- от типа покрытия, применяемого при изготовлении электрода
- от режима сварки
- от типа сварного соединения.
Надо учитывать, кроме того, что потери металла электрода будут тем больше, чем выше плотность тока и длина сварной дуги.
Как сварочный ток для электродов влияет на сварку
При осуществлении сварочного процесса необходимо правильно подбирать величину тока. Именно данный параметр в большей степени влияет на качество сварного шва.
Низкий показатель сварочного тока

может привести к нестабильности горения дуги, появлению непроваренных участков, процесс сваривания будет постоянно прерываться и в итоге сварщик получит некачественное соединение.
Слишком высокая величина приведет к перегреву или прожогу в зоне сваривания, а также к интенсивному разбрызгиванию.
В целом на выбор показателей силы напряжения влияют несколько факторов:
- марка и диаметр сварочных материалов;
- пространственное положение стержня при сварке;
- полярность напряжения (см. особенность сварки на постоянке и на переменке);
- размер шва;
- способ сварки;
- вид и толщина свариваемых металлов.
Чем отличаются электроды постоянного тока от переменного
Кратко разъяснить отличия электродов постоянного и переменного тока можно двумя утверждениями:
- Сварочные материалы, предназначенные для переменного тока, успешно применяются и для сварки с помощью постоянного тока. Поэтому специалисты часто называют такие электроды универсальными. Подробнее о них чуть далее.
- В то время как электроды для постоянного напряжения, как правило, не подойдут для сваривания переменным током.
Однако, следует помнить, что материалы второй группы гарантируют более качественное соединение. При выполнении ответственных работ данный факт выходит на первый план.
Угольные электроды для сварки медных проводов
Особенности:
- Температура плавления 3800⁰ С, кипения – 4200⁰ С, поэтому процесс плавления незаметен, фиксируется испарение;
- Сварочные работы угольным электродом проводится на прямой полярности;
- Сварочный процесс угольным электродом сопровождается воздействием внешних факторов (ветер, газовый поток);
- КПД сварочной дуги ниже;
- Область применения: сварочные работы по тонколистному металлу, цветных сплавов, исправление дефектов металлического литья;
- Способы сварочных работ: без присадочного материала, подача присадки в дугу, укладка присадочного металла на шов;
- Наиболее распространенный способ – оплавление края свариваемых элементов (безприсадочный);
- Величина сварочного тока определяется толщиной металла, видом соединения;
- Разогреваясь, угольные электроды для сварки медных проводов быстро расходуются;
- Создает сварочную дугу высокой температуры (даже при заниженном токе).
Рекомендации
Полезные советы, благодаря которым сварка проводов своими руками пройдет качественно:
- Использование при сварных работах неомедненных графитовых стержней для медных проводов своими руками. Выгорание угла электрода приведет к снижению сопротивления, долгому контакту, что ухудшит качество соединения электропроводки.
- Формированию необходимой формы шарика медной спайки способствует предварительная подготовка графитового стержня: внутри торца делается углубление.
- Использование альтернативы заводским стержням (отработанные батарейки, троллейбусные токосъемники и т.д.).
- Использование защитной маски, очков, рукавиц, специальной одежды обязательно.
- Сварка скруток проверяется подачей на сеть максимального напряжения. Отсутствие нагрева – показатель качественного соединения.
- Пайка или сварка медных проводов лучше простой скрутки, клеммного соединения, зажимов.
- Правильный выбор электродного стержня, режима сварных работ определяет качество результата, надежность сварного шва.
- Использование инверторного аппарата целесообразно в быту, при частых сварочных работах для проводов своими силами.
Прежде, чем производить работы по соединению жил электрических кабелей, необходимо определить, как сделать, что лучше выбрать для данной конкретной ситуации. Правильный выбор во многом способствует успешному результату проделанной работы: качество соединения, течение тока, надежность электрической проводки при пиковой нагрузке на сеть.
Не стоит доверять скрутке электропроводов как способу соединения. Это достаточно ненадежный вариант. Клеммные, обжимные механизмы увеличивают надежность, но уступают по качеству пайке, сварному типу соединения.
Основные параметры
Чтобы правильно подобрать режимы полуавтоматической сварки нужно четко понимать, из чего состоят эти режимы. Далее мы перечислим основные параметры режимов сварки, зная которые вы сможете правильно выбрать настройки полуавтомата.
Диаметр и марка проволоки
Начнем с диаметра проволоки. Он может колебаться в пределах от 0.5 до 3 миллиметров. Обычно, диаметр проволоки подбирается исходя из толщины свариваемого металла. Но в любом случае у каждого диаметра есть свои характерные признаки. Например, при работе с проволокой малого диаметра мастера отмечают более устойчивое горение дуги и меньший коэффициент разбрызгивания металла. А при работе с проволокой большего диаметра всегда требуется увеличивать силу тока.
Не стоит забывать и о марке применяемой проволоки. А точнее, металле, из которого проволока изготовлена и какие вещества входят в ее состав. Например, для сварки низкоуглеродистой или низколегированной стали рекомендуется использовать проволоку с раскислителями, а в составе должен присутствовать марганец и кремний.
Но, справедливости ради, в среде защитного газа зачастую либо легированную, либо высоколегированную сталь. В таких случаях используют проволоку, изготовленную из того же металла, что и деталь, которую нужно сварить
Обратите внимание на выбор проволоки, ведь при неправильном выборе шов может получиться пористым и хрупким
Сила, полярность и род сварочного тока
Помимо выбора комплектующих нам также нужно настроить сам полуавтомат. В типичном полуавтомате даже самого низкого ценового сегмента вы сможете настроить силу, полярность и род сварочного тока. У каждого параметра также есть свои особенности. Например, если увеличить силу тока, то глубина провара увеличиться. Силу тока устанавливают, опираясь на диаметр электрода и особенности металла, с которым собираются работать.





Теперь о полярности и роде тока. Общепринято выполнять полуавтоматическую сварку в среде защитного газа, установив постоянный ток и обратную полярность. Переменный род тока или прямая полярность применяются очень редко, поскольку такие настройки не обеспечивают устойчивое горение дуги и способствуют ухудшению качества сварного соединения. Но есть исключение из правил. Так переменный ток показан при сварке алюминия, например.
Также многие новички забывают о таком параметре, как напряжение сварочной дуги. А вместе с тем именно напряжение дуги влияет на глубину провара металла и размер сварочного соединения. Не стоит устанавливать слишком большое напряжение, иначе металл начнем разбрызгиваться, в шве образуются поры, а газ не сможет в должной мере защитить сварочную зону. Чтобы правильно настроить напряжение дуги ориентируйтесь на силу сварочного тока.
Скорость подачи проволоки
Как вы знаете, в полуавтоматической сварке проволока подается с помощью специального механизма. Он работает очень точно, поэтому необходимо заранее установить оптимальную скорость подачи присадочной проволоки, чтобы она вовремя плавилась и способствовала формированию качественного шва. Настраивайте скорость с учетом силы тока. В идеале проволока должна подаваться так, чтобы дуга сохраняла свою устойчивость, а шов формировался постепенно.
Скорость сварки
Не менее важна и скорость сварки. От нее во многом зависят физические размеры шва. Скорость регулируется ГОСТами, но ее можно выбрать и по своему усмотрению, опираясь на особенности металла и его толщину. Учтите, что толстый металл нужно варить быстрее, а шов должен быть узким. Но не стоит слишком спешить, иначе электрод может просто выйти из зоны защитного газа и окислиться под воздействием кислорода. Ну а слишком медленная скорость способствует формированию непрочного пористого шва.
Наклон электрода
И последний важный параметр, а именно угол наклона электрода при сварке. Наиболее частая ошибка у новичков — держать электрод так, как физически удобно. Это грубейшее нарушение. Ведь угол наклона электрода напрямую влияет на то, какова будет глубина провара и насколько качественным получится шов в конечном итоге.
Существует два типа наклона: углом назад и углом вперед. У каждого положения есть свои достоинства и недостатки. При сварке углом вперед зона сварки видна хуже, зато лучше видны кромки. Также глубина провара меньше. А при сварке углом назад наоборот зона сварки видна намного лучше, но глубина провара увеличивается.
Мы рекомендуем варить углом вперед только тонкий металл, поскольку данное положение наиболее удачно. А вот углом назад можно варить металлы любой другой толщины.
Что такое ток смещения
Определение
Ток смещения или абсорбционный ток — величина, которая прямо пропорциональна скорости изменения электрической индукции.
Каждому переменному магнитному полю свойственно вихревое электрическое поле. Проводя исследования разных электромагнитных процессов, Дж. К. Максвелл определил существование обратного явления, когда электрическое поле, изменяясь, приводит к появлению вихревого магнитного поля.
Данное утверждение является одним из основных в теории Максвелла. Известно, что магнитное поле является признаком любого тока. Основываясь на данном факте, ученый определил переменное электрическое поле, как ток смещения. При измерении он будет отличаться от тока проводимости, который представляет собой следствие движения заряженных частиц в виде электронов и ионов.
Осторожно! Если преподаватель обнаружит плагиат в работе, не избежать крупных проблем (вплоть до отчисления). Если нет возможности написать самому, закажите тут
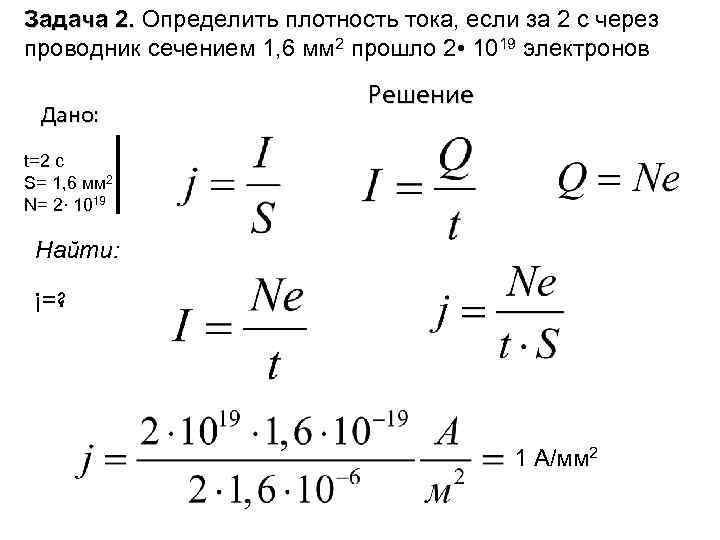
Токи смещения можно наблюдать только тогда, когда электрическое смещение \(\vec{D}\) переменно, то есть наблюдают его колебания. Объемную плотность тока в этом случае можно измерить и рассчитать по формуле:
\(\vec{j}=\frac{d\vec{D}}{dt}\)
Вывод данного физического содержания теории Максвелла о токах смещения позволяет утверждать, что переменные электрические поля являются источниками переменных магнитных полей. Следует отметить, что для определения плотности тока смещения используют производную вектора \(\vec{D}\)
Ток смещения в диэлектрике
Вектор электрической индукции измеряется по формуле:
\(\vec{D}=\varepsilon _{0}\vec{E}+\vec{P}\)
Где \(\varepsilon _{0}\) — электрическая постоянная, \(\vec{E}\) — вектор напряженности, \(\vec{P}\) — вектор поляризации.
Уравнение для тока смещения будет иметь следующий вид:
\(\vec{j}=\varepsilon _{0}\frac{d\vec{E}}{dt}+\frac{d\vec{P}}{dt}\)
Где \(\frac{d\vec{P}}{dt}\) — плотность тока поляризации.
Токи поляризации являются следствием движения связанных заряженных частиц, которые не обладают принципиальными отличиями по сравнению со свободными зарядами. Основываясь на данном факте, можно объяснить порождение магнитного поля токами поляризации. Принципиальной новизной отличается вторая часть уравнения тока смещения:
\(\varepsilon _{0}\frac{d\vec{E}}{dt}\)
Данная формула не обладает связью с перемещением заряженных частиц, но также формирует магнитное поле. Можно сделать вывод, что в вакуумной среде любое изменение электрического поля по времени является причиной образования магнитного поля.
Нужно обратить внимание на то, что определение тока смещения для диэлектриков имеет какое-то обоснование, так как в них действительно можно наблюдать смещение зарядов в атомах и молекулах. Но этот термин применяют и к вакууму, в котором отсутствуют заряды, а, следовательно, и их смещение
Полный ток
При наличии в проводнике переменного тока, внутри него будет образовано переменное электрическое поле. Таким образом, проводник будет вмещать в себе ток проводимости (j) и ток смещения. Магнитное поле проводника рассчитывают, как сумму вышеуказанных токов, то есть полный ток:
\(\vec{j_{p}}=\vec{j}+\frac{d\vec{D}}{dt}\)
Роль данных слагаемых определяется двумя факторами:
- электропроводность вещества;
- частота переменного тока.
В зависимости от перечисленных характеристик можно наблюдать следующие процессы:
- Вещества с хорошей проводимостью такие, как металлы, при низкой частоте переменного тока: плотность тока смещения обладает небольшой мощностью, в то время как ток проводимости достаточно велик. В данной ситуации током смещения целесообразно пренебречь по сравнению с током проводимости.
- В веществах, для которых характерно высокое сопротивление, то есть изоляторах, при токе с большой частотой ведущая роль отведена току смещения. В этом случае в уравнении для общего тока слагаемые могут обладать одинаковыми или противоположными знаками.
Поэтому величина полного тока может быть меньше, либо превышать ток проводимости, а также равняться нулю. Таким образом, в общем случае переменных токов полный ток определяет магнитное поле. При размыкании контура на концах проводника наблюдают обрыв только тока проводимости. В диэлектрике между концами проводника возникает ток смещения, замыкающий ток проводимости. В итоге, из понятия электрического тока, как полного тока, вытекает утверждение, что в природе все токи замкнуты.
Как держать сварочную горелку
Сварочной горелкой полуавтомата MIG/MAG можно управлять одной рукой, но использование двух рук облегчит контроль и увеличит аккуратность и качество сварочного шва. Смысл в том, чтобы одной рукой держать горелку и опираться ей на другую руку. Так можно легче контролировать расстояние от свариваемой поверхности и угол, а также делать горелкой нужные движения при формировании шва.




Чтобы работать двумя руками, необходимо использовать полноразмерную сварочную маску (лучше с автозатемнением), которая удерживается на голове и руки остаются свободными.
Отличие электродов для постоянного и переменного тока
Сварочный ток бывает постоянного и переменного типа. В зависимости от вида напряжения используются соответствующие электроды, от которых зависят прочностные характеристики шва.
Но все же между стержнями для постоянного и переменного тока имеются определенные различия:
- стержни, которые предназначены для работ с использованием переменного тока, можно применять и при сварке с постоянным напряжением. По этой причине их считают универсальными электродами;
- расходники для постоянного напряжения нельзя применять при сваривании с применением переменного тока.
Однако стоит помнить, что изделия, которые входят во вторую группу, позволяют получить более качественное и прочное соединение. Обычно они применяются при осуществлении работ с высокой ответственностью.
Открытая и закрытая прокладка проводов
Существует два варианта монтажа комнатной проводки:
- открытая прокладка;
- скрытая проводка.
Внимание! Минимальные сечения проводов одинаковы для обоих типов прокладки: 1 мм2 – для меди и 2,5 мм2 – для алюминия. Распределительные коробки, выключатели и розетки устанавливаются на специальные изолирующие прокладки и имеют конструкцию для наружной установки
Распределительные коробки, выключатели и розетки устанавливаются на специальные изолирующие прокладки и имеют конструкцию для наружной установки.
Скрытая прокладка проводов подразумевает штробление стен под провод и остальную арматуру. Розетки, выключатели и распределительные коробки конструктивно предназначены для внутренней установки. Они утапливаются в стену до фасадной части. Наружные части имеют эстетический вид. Такая проводка скрыта под штукатуркой и обоями.
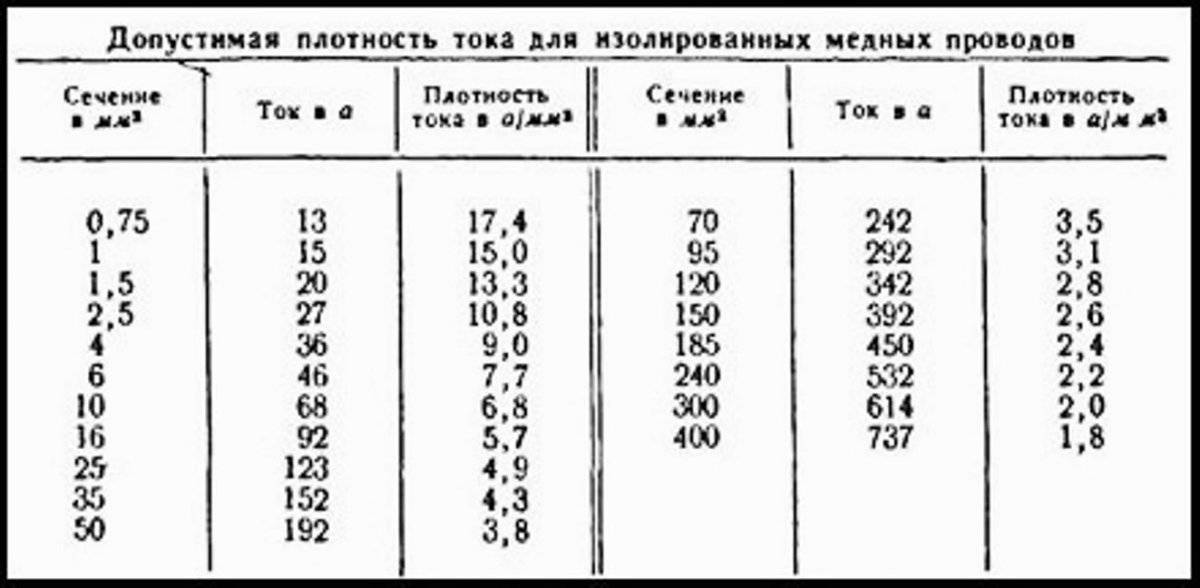
Таблица токовых нагрузок к сечениям медных и алюминиевых кабелей и проводов
В большинстве случаев для квартир применяют скрытый монтаж. При помощи перфоратора или штробореза в стене или на потолке создают специальные углубления, в которые укладывается кабель. Дополнительно он может быть помещен в гофрированные трубки или рукава. Спрятав кабель, углубления следует заделать при помощи штукатурки.
Укладка скрытой проводки в штробах
Общая характеристика
Сила тока при сварке с использованием электродов должна выбираться в соответствии со многими критериями
Важно помнить, что режим сварочного процесса должен состоять не только из силы тока и показателей диаметра стержней, но из других не менее важных параметров:
- марки электродов;
- положения при сварочных работах;
- рода сварочного тока;
- полярности тока;
- слоев будущих соединений.
Но обязательно нужно учитывать, какие характеристики будут в приоритете — качество соединения, его размер, другие качества. Исходя из этих качеств следует производить настройку режима сварки и силу тока. Но для новичков это может показаться тяжелым и трудным процессом, поэтому стоит рассмотреть все важные нюансы.
Запомните! Если вы не знаете, как подобрать сварочный ток, то нужно взять на заметку золотое правило — чтобы рассчитать оптимальную силу тока необходимо посмотреть на диаметр электрода, который будет применяться для сваривания. Он будет базой для проведения дальнейших настроек.
Выбор стержней считается также важным этапом. Их диаметр рекомендуется выбирать с учетом толщины металлического изделия. Чем больше будет толщина, тем больше должен быть диаметр расходников. Одновременно с этим рекомендуется учитывать рекомендуемое пространственное положение для электродов.
Но лучше проводить сварку в том положении, для которого предназначены стержни. Но не все сварщики могут приобретать разные электроды для формирования различных швов. Но есть решение, которое позволит существенно сэкономить.
К примеру, в наличии имеются расходники для сварки в нижнем пространственном положении, но сварщику требуется сделать вертикальное соединение. В этом случае амперы можно уменьшить на 10-15 %. Данный метод подходит и для формирования швов потолочного типа, но в этом случае амперы укорачиваются уже на 25-30 %. Однако стоит помнить, что при сваривании потолочных соединений диаметр стержней не должен быть больше 4 мм.





